Understanding UHMWPE: Material Properties
UHMWPE has an extremely high molecular weight, typically ranging from 3 to 6 million g/mol, which gives it exceptional mechanical properties, including high impact strength, outstanding abrasion resistance, and low friction characteristics. However, the same long molecular chains that provide these advantages also result in extremely high melt viscosity and poor flowability, making UHMWPE challenging to process through conventional injection molding.

Is UHMWPE the Right Material for Your Project?
UHMWPE is particularly valuable when reducing friction and extending service life are more important than achieving tight molding tolerances.
UHMWPE is a suitable choice when:
- The component is exposed to severe wear: UHMWPE’s excellent abrasion resistance allows it to withstand continuous friction and repeated contact, helping extend service life in demanding environments.
- Low-friction performance is required: Its naturally low coefficient of friction makes it suitable for applications involving sliding motion or continuous movement where reduced friction is important.
- Chemical resistance is needed: UHMWPE maintains good stability when exposed to many chemicals, moisture, and corrosive environments.
- Impact resistance is a priority: Its high impact strength allows it to absorb repeated shocks without easily cracking or failing.
UHMWPE may not be the best choice when:
- Extremely tight dimensional tolerances are required: UHMWPE’s relatively high shrinkage and dimensional changes during cooling can make precision control more challenging compared with other engineering plastics.
- Very thin-wall designs are needed: Its high melt viscosity limits flowability, making thin sections or long flow paths difficult to fill.
- A high-gloss cosmetic surface is required:UHMWPE’s high molecular weight and limited melt flow make it difficult to achieve smooth and highly polished surfaces.
- Continuous high-temperature performance is required: UHMWPE has a lower temperature capability than some high-performance polymers, limiting its use in extreme heat environments.
Key Challenges and Solutions for UHMWPE Injection Molding
Several issues commonly arise during UHMWPE injection molding.
1. Flow Limitation
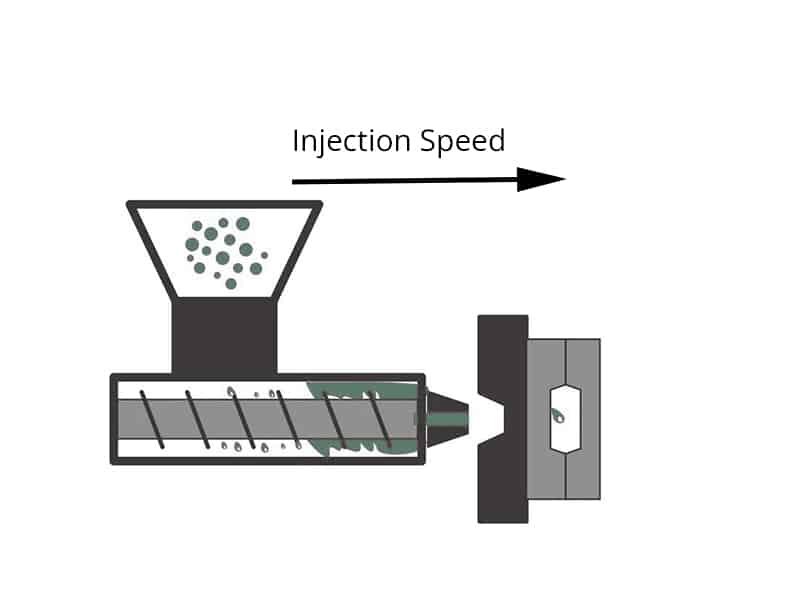
UHMWPE exhibits extremely high melt viscosity, which creates significant resistance to flow during injection. This challenge becomes more pronounced in long flow paths or thin-walled sections, where the material may lose pressure before completely filling the cavity.
As a result, injection molding defects such as short shots, incomplete filling, and weak weld lines can occur. In some cases, the material may initially fill the mold correctly but stop before the cavity is fully packed, even when the process appears stable.
Solutions and design guidelines:
- Maintain a wall thickness above 2.0 mm whenever possible to facilitate melt progression.
- Use modified UHMWPE grades with improved flow characteristics when application allows.
- Design multi-gate or balanced runner systems to reduce flow length.
- During injection molding, increase injection pressure gradually rather than abruptly.
- Every project undergoes rigorous Moldflow analysis before tooling fabrication to predict filling behavior and optimize gate placement.
2. Thermal Sensitivity and Narrow Processing Window
UHMWPE has a very limited temperature range for stable processing. If the temperature is too low, melting is incomplete. If it is too high, material degradation begins. In addition to maintaining the correct temperature range, achieving uniform heat distribution is equally important, as localized overheating can occur even when the overall processing settings appear acceptable.
Solutions and design guidelines:
- Implement multi-zone closed-loop heating control for both the barrel and the mold to eliminate thermal fluctuations.
- Strict management of melt residence time ensures the polymer does not degrade during production cycles.
3. Shrinkage and Dimensional Instability
UHMWPE exhibits relatively high and uneven shrinkage, which can make dimensional stability difficult to maintain. During cooling, different sections of the part shrink at different rates, especially when thick and thin areas are combined in the same design. This uneven shrinkage creates internal stresses that may lead to warpage or dimensional changes after ejection. Parts may appear acceptable at first but deform as residual stresses are released during further cooling.
Solutions and design guidelines:
- Maintain uniform wall thickness wherever possible. Avoid sudden transitions or sharp corners.
- Calculate mold shrinkage allowance using empirical data from previous UHMWPE productions rather than standard handbook values.
- Apply extended, controlled cooling cycles and balanced cooling channel layouts to ensure even thermal dissipation.
4. Mold Wear
Although UHMWPE is chemically stable, it is mechanically abrasive during flow. Over time, this accelerates mold wear, especially at gates and high-shear areas.
Tooling Standards:
- Use hardened tool steels (such as H13 or premium tool steels hardened to 52-54 HRC) for UHMWPE molds.
- Wear-resistant coatings (e.g., PVD treatments) are applied to high-shear gate regions to guarantee tool life and dimensional repeatability over mid-to-high volume runs.
Typical Applications of Molded UHMWPE Components
We manufacture custom UHMWPE parts for sectors demanding high durability:
- Medical Devices: Biocompatible components, surgical instrument guides, and laboratory equipment.
- Industrial Machinery: Custom gears, bushings, guide rails, and conveyor system wear strips.
- Food Processing: FDA-compliant, abrasion-resistant components capable of withstanding aggressive cleaning cycles.
- Automotive: Low-friction seals, transmission thrust washers, and bearing surfaces.
Other Manufacturing Processes for UHMWPE
Other fabrication methods are widely utilized depending on part geometry, production volume, and specific design constraints:
- UHMWPE Ram Extrusion: Ram extrusion is commonly used for shaping UHMWPE because the material’s high viscosity prevents it from flowing easily through conventional extrusion systems. This process uses a ram mechanism to apply continuous pressure, allowing UHMWPE to be formed while maintaining its excellent mechanical properties.
- Compression Molding: This approach is well suited to UHMWPE’s highly viscous structure. Because it consolidates the material under controlled heat and pressure without requiring the high melt flow needed in conventional thermoplastic processing and helps minimize molecular degradation and internal stress.
- CNC Machining: It is widely used for UHMWPE because the material’s poor melt flow makes direct molding of complex geometries challenging. By machining pre-consolidated UHMWPE stock shapes, it can achieve precise dimensions while maintaining the material’s original wear resistance, low friction, and chemical stability.
- 3D Printing / Additive Manufacturing: It offers a tool-free option for UHMWPE when customized geometries or rapid development are required. However, UHMWPE’s low surface energy and limited interlayer bonding make it technically challenging, requiring specialized processing approaches to achieve reliable results.
Partner with Erye for Your UHMWPE Projects
Successfully producing UHMWPE injection molded parts requires experience with the material’s unique processing characteristics and the ability to optimize each project based on specific design requirements.
If you are considering UHMWPE for your application but need guidance on moldability, material selection, or manufacturing feasibility, contact Erye’s engineering team today. Submit your 3D CAD files (STEP format), and our engineers will provide a professional Design for Manufacturability (DFM) review along with a customized manufacturing solution and quotation for your project.