Sink marks in injection molding are a common yet troublesome defect that can compromise the quality of molded plastic parts. It can affect both the appearance and structural integrity of the final product. In this article, let’s delves into the causes of sink marks in injection molding, including material, design, and process factors, and offers effective solutions to prevent or correct them.
Overview of Sink Marks in Injection Molding
Sink marks are a common defect found in plastic molded parts that affect the overall quality and functionality of the product. Sink marks on plastic parts is visible surface imperfections that result from uneven cooling and shrinkage of the material during the injection molding process. These defects manifest as dimples or slight depressions that typically appear on thicker sections of molded plastic parts.
How Are Sink Marks Formed?
Sink marks form when the material in thicker sections of a molded part cools and solidifies at a slower rate than the surrounding areas. As the molten plastic cools and shrinks, it causes the surface to sink inward, creating these defects. This uneven cooling process, often exacerbated by improper cooling times or temperature variations, leads to the formation of visible marks on the surface.
The Difference Between Cosmetic and Structural Sink Marks
Sink marks can be classified into two types: cosmetic and structural. Cosmetic sink marks are superficial, typically affecting only the appearance of the part without impacting its strength or functionality. Structural sink marks, however, are more severe and can affect the part’s structural integrity, compromising its ability to perform its intended function. It’s crucial to address sink marks early in the design and manufacturing process to prevent these defects from becoming more problematic.
Cause and Solutions for Sink Marks
Sink marks can be traced back to various factors that influence the injection molding process. These factors include material properties, design issues, and processing conditions. By understanding these causes, manufacturers can implement effective solutions to prevent sink marks in plastic parts.
1: Material Factors Leading to Sink Marks
The choice of material and the specific conditions under which it’s processed play a significant role in the formation of sink marks.
Incorrect Material Choice Resulting in Uneven Shrinkage
Certain materials tend to shrink more than others as they cool. If the wrong material is selected for injection molding, uneven shrinkage may occur, leading to sink marks. High shrinkage materials, such as some thermoplastics, can be particularly prone to this issue if not carefully controlled during processing.
Improper Melt Temperature Causing Uneven Cooling and Sink Marks
The melt temperature of the plastic plays a critical role in the uniformity of cooling. If the melt temperature is too high or too low, the material may not cool uniformly, causing uneven shrinkage. This leads to sink marks, especially in areas with thicker walls where the cooling process takes longer. Proper temperature control ensures that the material solidifies evenly throughout the part.
High Additive or Filler Content Contributing to Sink Marks
Plastics with high filler content or additives can also lead to sink marks. Fillers, such as glass fibers or minerals, can alter the material’s shrinkage properties and cause uneven cooling. This often results in visible sink marks, particularly when these fillers are concentrated in thicker sections of the part. Selecting the right additive content and balancing the material composition can mitigate this issue.
2: Inadequate Design Leading to Sink Marks
Inadequate design choices can also contribute to the formation of sink marks during the molding process. These design flaws can impede the flow of material or cause uneven cooling, both of which lead to surface defects.
Thick Wall Sections Causing Uneven Cooling and Sink Marks
One of the primary design-related causes of sink marks is the use of thick wall sections. Thick sections of a molded part require more time to cool, leading to slower solidification and uneven shrinkage. The slower cooling in thicker areas causes the surface to sink, resulting in sink marks. Reducing the wall thickness or optimizing the design to ensure even cooling across the part can help alleviate this issue.
Uneven Wall Thickness Leading to Surface Defects
Uneven wall thickness in a molded part can cause significant shrinkage differences between sections. The areas with thicker walls will shrink more than thinner sections, leading to the formation of sink marks. It is essential to ensure that the walls of a molded part have a consistent thickness to avoid these defects. Designers should carefully evaluate the geometry of the part to achieve uniform wall thickness.
Poor Gate Design Creating Irregular Flow and Sink Marks
The gate is where molten plastic enters the mold cavity, and its design significantly influences the flow of material. A poorly designed gate can cause irregular material flow, leading to inconsistent cooling and the formation of sink marks. Optimizing gate placement and size can help improve material flow and reduce the likelihood of sink mark defects.
Ribs and Bosses Causing Material Flow Imbalance
Ribs and bosses are commonly used in injection molded parts to reinforce areas or provide structural support. However, if not properly designed, they can cause a material flow imbalance. Ribs and bosses that are too thick or improperly positioned can disrupt the flow of molten plastic, resulting in uneven cooling and shrinkage that leads to sink marks. Careful design of these features, with appropriate thickness and placement, is essential to avoid sink marks.
3: Incorrect Process Parameters
In addition to material and design factors, the injection molding process itself plays a crucial role in the formation of sink marks. Variations in injection process parameters, such as mold temperature, injection speed, and holding pressure, can lead to uneven cooling and shrinkage, ultimately causing defects on the molded parts.
Mold Temperature Set Too High or Too Low Causing Sink Marks
Mold temperature is a critical factor in controlling the cooling rate of the molded part. If the mold temperature is set too high, the plastic material may cool too slowly, resulting in uneven shrinkage and the formation of sink marks. Conversely, a mold temperature set too low can cause the material to cool too quickly, preventing it from fully filling the mold cavity and leading to improper solidification. Proper mold temperature regulation is essential to ensure uniform cooling and prevent sink marks.
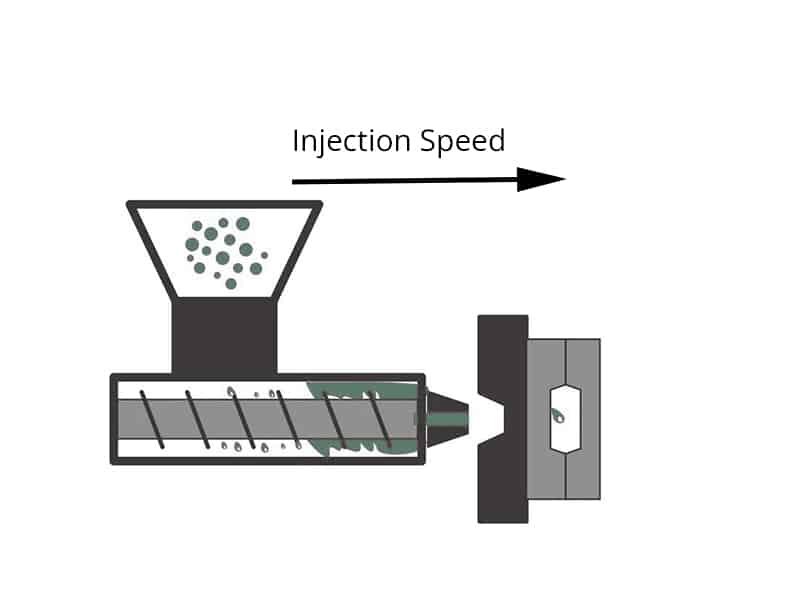
Incorrect Injection Speed or Pressure Creating Sink Marks
Injection speed and pressure are pivotal in controlling the flow and packing of material into the mold cavity. If the injection speed is too high or the pressure too low, the molten plastic may not properly fill the mold, leading to air pockets or voids that can cause sink marks. On the other hand, if the injection speed is too low, the material may solidify prematurely before completely filling the cavity. Optimizing the injection speed and pressure ensures that the material fills the mold properly, reducing the likelihood of sink mark defects.
Inadequate Cooling Time Leading to Surface Deformation
Cooling time is another critical process parameter that directly affects the formation of sink marks. If the cooling time is too short, the material will not have enough time to solidify evenly, particularly in thicker sections. This can lead to differential shrinkage and the formation of sink marks. It is essential to allow sufficient cooling time based on the material’s properties and the thickness of the part. By optimizing cooling time, manufacturers can prevent surface deformation and achieve uniform shrinkage, thus avoiding sink marks.
Insufficient Holding Pressure Causing Sink Marks
Holding pressure is applied after the injection to compensate for material shrinkage as the part cools and solidifies. If holding pressure is insufficient, the material may shrink unevenly, leading to the formation of sink marks. Proper holding pressure ensures that the mold cavity remains filled with material during the cooling process, preventing voids and maintaining the integrity of the part’s surface. Adequate holding pressure is crucial to achieving uniform shrinkage and minimizing sink marks in injection molded parts.
Other Tips to Fix Sink Marks
In addition to the primary solutions for preventing sink marks, several other techniques can be employed to fix or minimize the appearance of sink marks in injection molded parts. These methods provide manufacturers with additional tools to improve part quality, both during and after the molding process.
Post-Molding Techniques for Surface Repair
In some cases, sink marks may still appear despite efforts to optimize the molding process. Post-molding techniques can help repair or hide these defects, restoring the quality of the molded parts. Techniques such as polishing, sanding, or filling the sink marks with additional material can improve the part’s surface appearance. In some instances, applying a coating or paint to the surface may also help mask the sink marks and provide a smoother finish. Post-molding repair methods can be especially useful for cosmetic sink marks that do not affect the part’s functionality.
Use of Hot Runner Systems
Hot runner systems are a popular solution in injection molding to reduce sink marks caused by material flow and cooling issues. These systems keep the molten plastic at a consistent temperature during injection, preventing premature cooling and ensuring more uniform material flow. By maintaining a consistent melt temperature, hot runner systems can improve the filling of the mold and reduce the likelihood of sink marks in thick-walled or complex parts. Additionally, hot runners eliminate the need for cold runners, further improving the efficiency of the molding process and reducing waste.
Incorporating Gas-Assisted Molding
Gas-assisted molding is an advanced injection molding technique that can help minimize sink marks, particularly in thick-walled parts. This process involves injecting nitrogen or another gas into the cavity during the molding process, which creates a hollow core within the part. The gas pressure helps distribute material more evenly and promotes better cooling, reducing the likelihood of sink marks. Gas-assisted molding is particularly effective for large, thick-walled parts that are prone to sink mark formation due to uneven cooling.
Conclusion
Sink marks in injection molding are a common challenge that can impact both the aesthetic and structural integrity of molded parts. By understanding the causes—such as material factors, design issues, and process parameters—manufacturers can take proactive steps to minimize or eliminate sink marks. Solutions like optimizing material choice, design adjustments, and process control can significantly improve part quality. In cases where sink marks are unavoidable, post-molding techniques, hot runner systems, and gas-assisted molding offer effective ways to repair or reduce the appearance of defects. Ultimately, careful attention to detail and continuous process optimization are key to achieving high-quality, defect-free molded parts.
Related FAQs
What is the difference between sink mark and shrinkage?
Shrinkage and sink marks are both terms related to the cooling and solidification during the injection molding process.
Shrinkage is the overall dimensional reduction of a plastic part as it cools and solidifies from a molten state to a solid state.
Sink marks are localized depressions or indentations on the surface of a molded part, typically occurring in areas of thicker sections, sink marks are visible depressions on the surface.
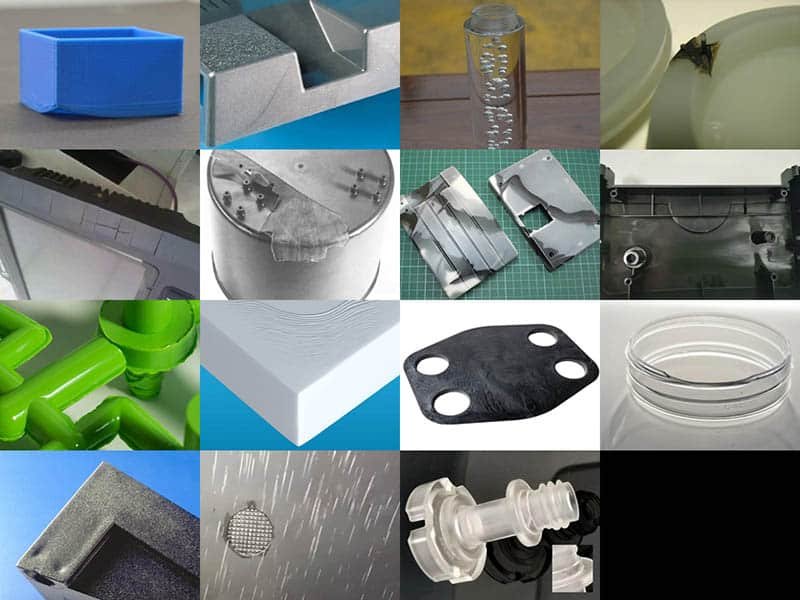
What are the common defects injection molding?
Injection molding, while a highly efficient manufacturing process, can lead to various defects. Here are some of the most common ones:
- Sink Marks: Localized depressions or indentations on the part surface, often occurring in thicker sections due to uneven cooling.
- Short Shots: Incomplete filling of the mold cavity, resulting in a part that is not fully formed.
- Flash: Excess material extruded from the mold cavity at the parting line.
- Weld Lines: Visible lines or seams on the part surface where two streams of molten plastic meet and fuse.
- Warpage: Distortion or bending of the part after molding, often due to uneven cooling or internal stresses.
- Flow Lines: Visible lines or streaks on the part surface caused by the flow of molten plastic during filling.
- Burn Marks: Discoloration or charring on the part surface caused by excessive heat.
- Voids: Internal cavities or air pockets within the part.
- Jetting: Thin, stringy protrusions on the part surface caused by high injection velocity.
- Surface Delamination: Separation of the surface layer of the part.