The machining process in manufacturing is a fundamental aspect of modern industry. By controlling dimensions and tolerances, the machining process can ensure parts meet strict functional requirements in producing components across sectors such as automotive, aerospace, electronics, and medical devices.
What is the Machining Process in Manufacturing?
It is a subtractive process where material is removed from a solid workpiece using cutting tools to achieve a desired shape, size, and surface quality. Unlike additive manufacturing, machining achieves precise shapes by cutting, grinding, or drilling material. It is versatile, applicable to metals, plastics, composites, and other engineering materials.
Advantages of Machining Processes in Manufacturing
- High Precision and Accuracy: Components meet strict dimensional tolerances.
- Versatility: Suitable for a wide range of materials and geometries.
- Complex Features: Capable of producing threads, grooves, slots, and other detailed shapes.
- Repeatability: CNC operations allow consistent results across multiple parts.
- Surface Quality: Finishing processes improve surface smoothness and functional performance.
Limitations of Machining Processes in Manufacturing
While machining is essential for many applications, it has some limitations:
- Material Waste: Subtractive methods generate scrap from removed material.
- Tool Wear: Cutting tools require maintenance and replacement to maintain accuracy.
- High Initial Costs: CNC equipment requires a heavy upfront capital investment, along with specialized programming and setup expertise.
The machining process in manufacturing encompasses a wide range of operations, each designed for specific applications, materials, and part geometries. The following are the main types of machining processes commonly used in modern manufacturing.
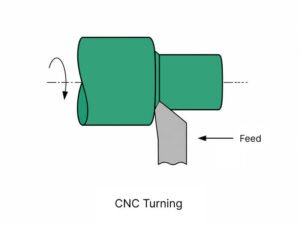
1. Turning
Turning is a fundamental machining process in manufacturing where the workpiece rotates against a stationary cutting tool. This process is primarily used to create cylindrical components such as shafts, pins, and axles. Operations within turning include facing, taper turning, contour turning, and threading. Turning offers high precision and efficiency in material removal but is generally limited to rotationally symmetric parts and may require specialized tooling for complex features.
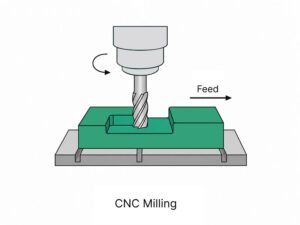
2. Milling
Milling involves a rotating cutting tool removing material from a stationary or moving workpiece. It is widely used to produce flat surfaces, slots, pockets, and complex three-dimensional shapes. Milling operations can be performed in horizontal, vertical, or multi-axis configurations. Subtypes include face milling, peripheral milling, and end milling. The process provides versatility and precision but often requires careful setup for complex geometries and multiple tool changes for intricate parts.
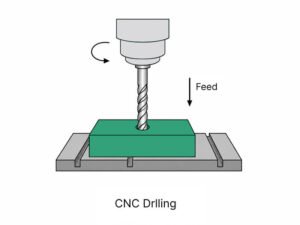
3. Drilling
Drilling is the process of creating round holes in a workpiece using a rotating drill bit. It is one of the simplest and most widely applied machining processes in manufacturing. Variations such as reaming, boring, and tapping enhance hole accuracy and functionality. Drilling is essential in assembling mechanical components, forming fluid passageways, and preparing parts for fasteners. Maintaining correct feed rates, speed, and cooling is crucial for consistent hole quality and tool longevity.
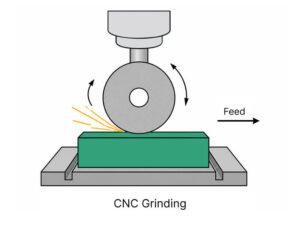
4. Grinding
Grinding is a finishing operation using abrasive wheels to remove small amounts of material and achieve tight tolerances and smooth surfaces. Types of grinding include surface grinding, cylindrical grinding, and centerless grinding. Grinding is particularly important for hardened metals and components requiring precise dimensions, such as gears and shafts. The process ensures high surface quality but has lower material removal rates and higher operating costs compared to rough machining operations.
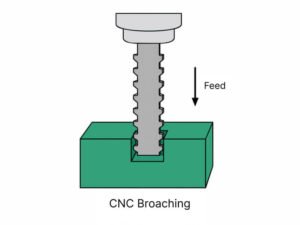
5. Broaching
Broaching is a linear cutting process in which a toothed tool, known as a broach, removes material in a single pass. It is commonly used for internal features like keyways, splines, and non-circular holes, as well as for external forms on high-volume production parts. Broaching is highly efficient for producing uniform results but requires custom tooling, making it less economical for low-volume production.
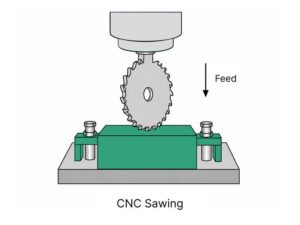
6. Sawing
Sawing uses a blade or abrasive edge to separate material into manageable sections. Common methods include band sawing, circular sawing, and hacksaw cutting. Sawing is effective for rough cuts or pre-processing raw material before further machining. It is simple and cost-efficient but does not provide high precision or fine surface finishes, making it unsuitable for finished components.
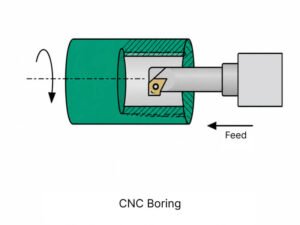
7. Boring
Boring enlarges and improves the accuracy of existing holes. This process can be performed on lathes, milling machines, or specialized boring machines. Boring is critical in achieving precise diameters and smooth internal surfaces. While highly accurate, boring typically requires careful alignment and precise tool control, especially for deep or large-diameter holes.
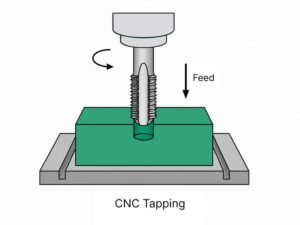
8. Tapping
Tapping creates internal threads within pre-drilled holes, enabling assembly with bolts or screws. Tapping can be performed manually or with automated machinery. It is a common operation in manufacturing components for machinery, automotive, and electronic assemblies. Tapping requires careful control of speed, lubrication, and tool alignment to ensure thread accuracy and prevent tool breakage.
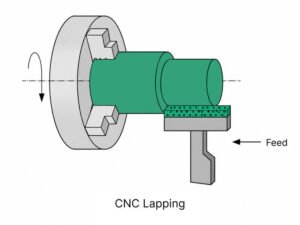
9. Lapping
Lapping is a precision finishing process that achieves extremely smooth surfaces and tight tolerances. It typically involves a combination of abrasive compounds and a lapping plate to gradually remove material. Lapping is used for high-precision components such as bearings, optical lenses, and hydraulic parts. Although slow and labor-intensive, lapping ensures exceptional surface quality and dimensional consistency.
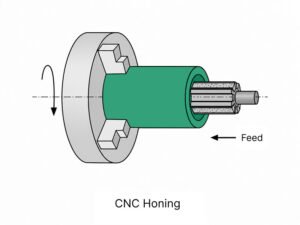
10. Honing
Honing improves the surface quality and geometry of holes by removing small amounts of material using abrasive stones or sticks. It is commonly applied in engine cylinders, hydraulic components, and precision mechanical assemblies. Honing provides uniformity, straightness, and roundness, which are essential for the proper functioning of moving parts. The process is slower than conventional drilling or boring but produces superior internal finishes.
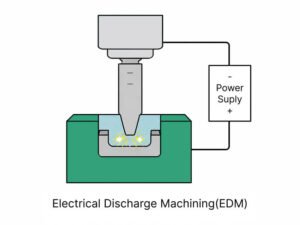
11. Electrical Discharge Machining (EDM)
EDM is a non-conventional machining process that removes material using controlled electrical sparks. It is particularly effective for hard metals and complex cavities that conventional cutting cannot handle. EDM can produce intricate shapes and fine details in components like dies, molds, and aerospace parts. While highly precise, EDM requires specialized equipment and typically operates at slower material removal rates.
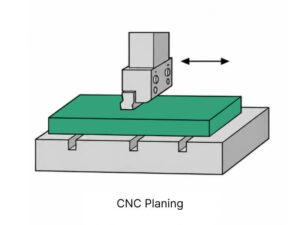
12. Planing
Shaping and planing are linear cutting processes. In shaping, a stationary workpiece is cut by a moving tool, while in planing, the tool is stationary and the workpiece moves. Both processes are used for flat surfaces, grooves, and slots. They are less common in high-volume production but remain valuable for specific custom applications. Accuracy depends on machine rigidity and operator skill.
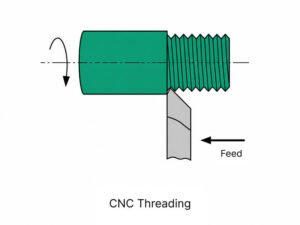
13. Threading
Threading forms external or internal screw threads on parts such as bolts, nuts, and shafts. Threading can be achieved with taps, dies, or CNC machines. It is essential in assemblies requiring mechanical fastening. Proper threading requires accurate tool alignment and control to meet standard specifications and ensure assembly reliability.
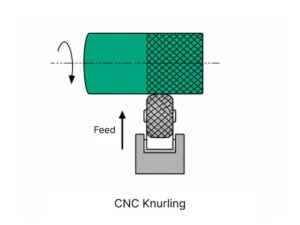
14. Knurling
Knurling creates patterned surfaces on cylindrical parts to improve grip or aesthetics. It is performed on lathes using specialized knurling tools. Knurling is widely applied in handles, knobs, and mechanical controls. While it does not remove material for shape formation, it enhances functionality and ergonomics in manufactured components.
Comparison of Machining Processes in Manufacturing
The following table provides a concise comparison of the main machining processes. This overview helps understand the relative advantages and practical use cases of each type.