Injection molding temperature is one of the most influential process parameters in plastic manufacturing. It directly affects material flow, part quality, dimensional stability, and production efficiency. Injection molding temperature is not defined by a single setting. Instead, it involves multiple temperature zones. These zones include barrel temperatures, nozzle temperature, mold temperature, and the resulting melt temperature.
Barrel Temperature
Barrel temperatures refer to the controlled heating zones along the injection molding machine barrel. In the injection molding process, barrel temperature transforms solid polymer pellets into a homogeneous molten state.
Common barrel temperature ranges fall between 180°C and 300°C depending on the polymer. For example, polypropylene often uses 200–250°C, while polycarbonate may require 280–320°C. Barrel temperatures directly influence the consistency of the melt. Setting temperatures too low results in incomplete melting, high injection pressure needs, and short shots. Temperatures set too high can cause material degradation, discoloration, or gas generation.
Nozzle Temperature
Nozzle temperature refers to the temperature at the interface between the barrel and the mold. The primary function of nozzle temperature in injection molding is to ensure smooth and uninterrupted material flow from the barrel into the mold. Its temperature is normally set 5–10°C lower than the front barrel zone. This adjustment helps control drooling and stringing while keeping the material fluid enough for injection.
A properly maintained nozzle temperature ensures that the melt retains sufficient fluidity during injection. If the nozzle temperature is too low, material may freeze at the tip, leading to flow restriction or short shots. If it is too high, excessive fluidity may cause drooling, stringing, or uncontrolled flow.
Mold Temperature
Mold temperature refers to the controlled temperature of the mold cavity surfaces, typically regulated by water or oil temperature control systems. It typically ranges from 20°C to 120°C, again depending on the material. Uneven mold temperature distribution often leads to warpage, sink marks, and tolerance issues.
Amorphous plastics like ABS or polystyrene work well with moderate mold temperatures around 40–80°C. Semi-crystalline materials such as nylon and PEEK often require higher mold temperatures to promote proper crystallization, as mold temperature directly affects crystallinity, which in turn influences mechanical strength, dimensional stability, and shrinkage behavior.
In injection molding, mold temperature governs the cooling rate of the molten plastic once it enters the cavity. Higher mold temperatures allow the melt to remain fluid for a longer period, improving cavity filling and reducing flow resistance. This is particularly important for thin-wall or high-gloss parts. Lower mold temperatures accelerate solidification, which may restrict flow and lead to incomplete filling.
Melt Temperature
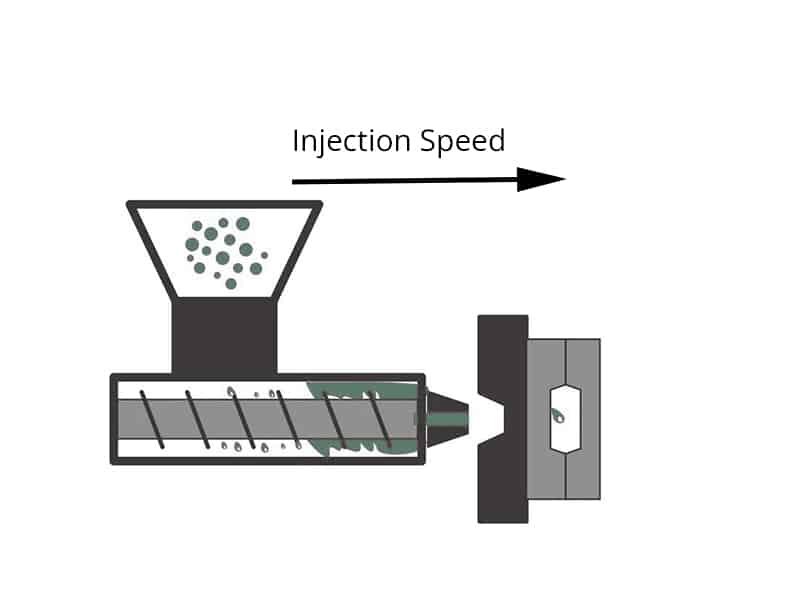
Melt temperature refers to the actual temperature of the molten plastic as it leaves the barrel. It often differs from the set barrel temperatures because of shear heating generated by the rotating screw. In the injection molding process, the melt temperature defines the material’s viscosity and overall processability.
Higher melt temperature reduces viscosity and improves flow. Excessive melt temperature even reduces molecular weight and weakens the final part. Lower melt temperature increases viscosity and restricts flow, which leads to poor surface finish and weld lines. Maintaining the correct melt temperature ensures good flow into thin walls and complex geometries without degrading the polymer chains.
For more details on how different plastics respond to heat, including their melting characteristics in manufacturing, refer to this detailed guide on plastic melting point in manufacturing.
Common Injection Molding Temperature Ranges for Different Plastics
Different materials require different injection molding process temperatures due to variations in melting point and thermal stability.
Temperature-Related Defects
Incorrect injection molding temperature settings are a primary source of defects. These issues can be solved by setting the temperature.
Defects Caused by High Temperature
- Burn Marks or Material Degradation: Excessive temperatures can cause polymer degradation, leading to discoloration, or burnt marks on the surface of molded parts.
- Flash: High temperatures reduce plastic viscosity, allowing molten material to flow more easily into gaps between the mold halves. This increases the risk of flash.
- Warpage and Dimensional Instability: A high mold temperature slows cooling and may create uneven shrinkage between different areas of the part.

injection temperature

Defects Caused by Low Temperature
- Short Shots or Incomplete Filling: Low melt temperatures increase material viscosity, making it difficult for molten plastic to fill the entire cavity. This often causes incomplete filling.
- Poor Surface Finish: Low mold temperatures can cause premature solidification before the plastic fully contacts the cavity surface, resulting in dull surfaces or rough textures.
- Sink Marks: Insufficient mold temperature may lead to uneven cooling and shrinkage, causing depressions on thicker sections of molded parts.
You can read this blog for the detailed common injection molding defects.
Conclusion
From melt temperature to mold temperature, each parameter must be carefully controlled and aligned with material characteristics and product requirements. In practice, achieving the right balance requires a combination of material knowledge, process experience, and precise equipment control.
Erye is a professional injection molding manufacturer. We focus not only on a single temperature value, but on a stable and well-managed temperature system across the entire injection molding process. We can provide comprehensive manufacturing services. Welcome to contact us and get high quality injection molding solution.