Injection speed in injection molding refers to the rate at which molten plastic is introduced into the mold cavity. This parameter is critical as it directly influences the filling process, affecting both the final product’s quality and the manufacturing operation’s efficiency. In this post, we will explore how to balance the injection speed for injection molding precision and efficiency.
How Injection Speed Affects the Molding Process
Typically, injection speeds for medium-sized parts range from 50 to 100 mm/s, the injection speed plays a pivotal role in several aspects of the molding process:
Filling Performance: A well-calibrated injection speed ensures that the molten plastic fills the mold cavity optimally. If the speed is too slow, the material may begin to solidify before filling the mold, leading to defects such as short shots and poor structural integrity. Conversely, if the speed is too fast, it can create excessive shear forces that may cause warping or surface imperfections in the finished part.
Surface Quality: The speed at which plastic enters the mold affects surface finish and overall part quality. High-speed injection can minimize temperature differences within the mold cavity, resulting in uniform density and reduced residual stress. However, excessively high speeds can lead to issues like discoloration or decomposition of the plastic due to frictional heat.
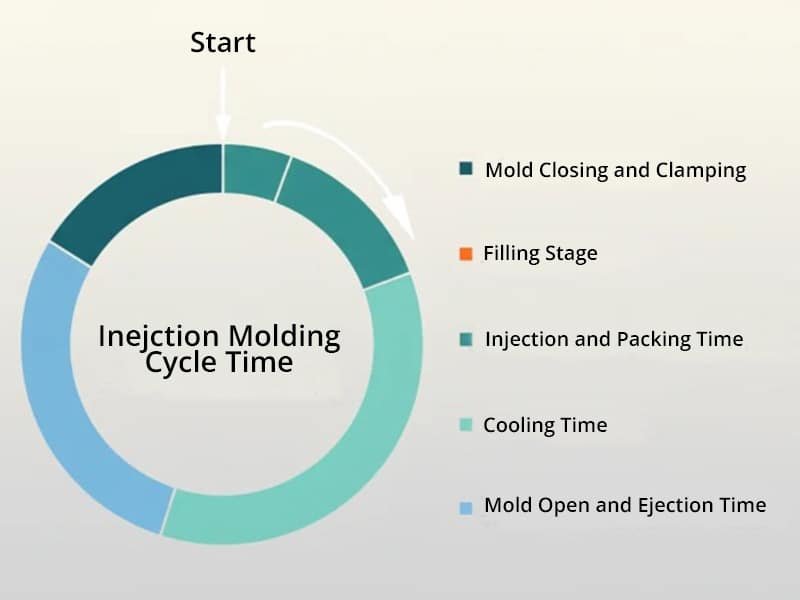
Cycle Time Efficiency: Faster injection speeds can significantly reduce injection molding cycle times, enhancing overall production efficiency. This is particularly important in high-volume manufacturing scenarios where every second counts. However, optimizing cycle time requires a careful balance; reducing injection speed too much can lead to longer filling times and increased risk of defects.
Strategies for Balancing Injection Speed
Multi-Stage Injection Speed Control
To balance injection speed and quality, manufacturers often employ multi-stage injection techniques where different speeds are used at various filling stages. Divide the injection process into multiple stages, each with tailored speeds. For example, start with a moderate speed for filling and increase it as needed to maintain flow without compromising quality. Gradually adjust speeds in increments (e.g., 5%) while monitoring product appearance and internal stress levels.
Optimize Mold Design
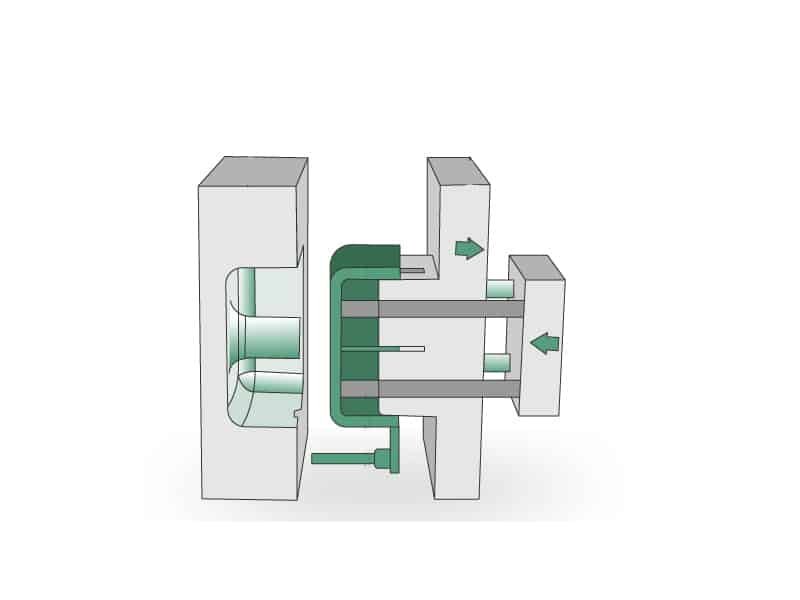
Ensure that mold designs facilitate efficient flow and cooling. Streamlined designs can help minimize cycle times and reduce cooling durations, which are critical for maintaining product quality. Considerations such as gate design, venting, and runner systems play a significant role in how effectively molten plastic fills the mold.
Adjust Cooling Times
Efficient cooling systems are essential. The cooling phase often takes longer than other steps in the cycle; Proper cooling minimizes cycle times and helps achieve uniform solidification, which is critical for maintaining part integrity and surface quality. Advanced thermal management systems can further enhance this aspect.
Utilize Advanced Monitoring Systems
Implement real-time monitoring systems to track parameters like injection speed, pressure, and temperature. This allows for immediate adjustments based on observed performance, ensuring optimal conditions are maintained throughout production.
Material Considerations
Different materials have varying flow characteristics and cooling rates. Understanding the viscosity, thermal properties, and flow characteristics of the plastic being used allows for better speed adjustments tailored to specific materials.
Trial and Error Methodology
Employ a systematic approach to testing different speeds during initial runs. Adjust settings based on trial data to find an optimal balance between speed and quality for specific products.
Common Defects Caused By Injection Speed
Adjusting injection speed in the injection molding process can effectively address several common defects that arise during production. Here are the key defects that can be mitigated through careful speed adjustments:
Flash
Flash occurs when excess material leaks out of the mold cavity, creating unwanted projections on the part.
Slowing down the injection speed at the end of the filling process can prevent overfilling and reduce residual stress, thereby minimizing flash formation.

Short Shots
A short shot happens when the mold cavity is not filled, resulting in incomplete parts.
Increasing the injection speed right after passing the gate or where flow blockages occur can help ensure that the molten material reaches all areas of the mold before solidification begins.

Splay Marks
Splay marks appear as a wavy or uneven surface finish, often due to moisture or air trapped in the material.
Adjusting the injection speed to enhance flow stability can reduce viscosity variations and minimize splay marks, particularly in materials sensitive to flow conditions, such as glass-filled plastics.

Jetting Marks
Jetting occurs when molten plastic enters the mold too quickly, creating a jet-like flow that results in surface defects.
To prevent jetting, it is essential to set a rapid filling speed for the runner area followed by a slower speed as it passes through the gate. This careful transition helps control flow inertia and prevents surface imperfections.

Sink Marks
Sink marks are depressions that form on the surface of a part due to uneven cooling and shrinkage.
Increasing injection speed can improve pressure transfer and reduce pressure drop during filling, which helps maintain uniform material density and minimizes sink marks.

Burn Marks
Burn marks are discolorations caused by trapped air or overheating of the resin during injection.
Reducing injection speed can help minimize shear stress and improve venting in the mold, thereby reducing the likelihood of burn marks.

Bubbles and Voids
These defects occur when gas is trapped within the molded part, leading to internal voids.
Enhancing venting characteristics and optimizing injection speed can help eliminate trapped air and reduce bubble formation within parts.

Conclusion
Improper injection speed will caused many injection molding defects, such as flash, jetting marks, sink marks, etc. Achieving a balance between injection speed and injection molding precision, and efficiency requires careful consideration of multiple factors including mold design, material properties, cooling times, and real-time monitoring capabilities. By employing a structured approach that includes multi-stage speed control and continuous adjustments based on empirical data, manufacturers can enhance both the quality of their products and the efficiency of their processes.