Gas-assisted injection molding offers a method to produce plastic components with internal hollow sections. This technique addresses common issues in standard injection molding, such as sink marks on thick areas and excess part weight. These products often highlight smooth surfaces and uniform wall thicknesses, demonstrating the process’s capability to deliver quality parts consistently.
What is Gas-Assisted Injection Molding?
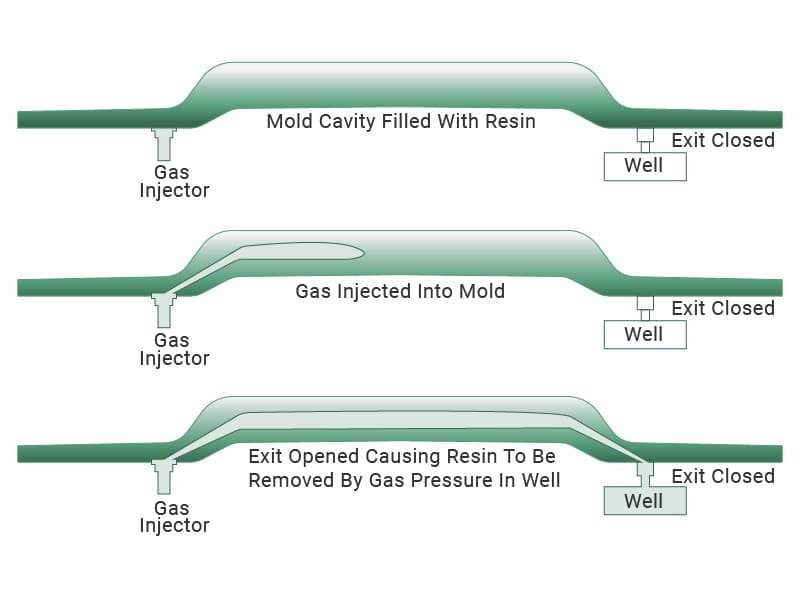
Gas-assisted injection molding is a process in which inert gas, typically nitrogen, is injected into the molten plastic to create hollow sections inside a molded part. The process begins with the conventional injection of molten plastic into the mold cavity. Once a sufficient portion of the cavity is filled, gas is introduced through strategically placed channels. This gas displaces the plastic in designated areas, forming hollow sections while maintaining the outer shape of the part.
The hollowing effect reduces material usage, lowers part weight, and minimizes warpage and sink marks. Gas assisted injection molded products often display superior surface quality, especially in thick-walled sections that are prone to shrinkage in traditional injection molding. Common examples include automotive door handles, steering wheel components, and complex housings for consumer appliances.
Gas Assist Molding Process
The gas assist molding process differs from conventional injection molding by introducing gas after the initial plastic shot.
The process can be broken down into the following key stages:
Injection of Molten Plastic
The process begins by injecting molten plastic into the mold. Unlike traditional injection molding, the mold cavity is not completely filled. Instead, enough plastic is injected to form a partial shell of the part, typically covering the areas that require structural rigidity or surface detail.
Gas Injection
Pressurized nitrogen gas enters the mold through a gas pin or nozzle, usually located near the end of the flow path or in the thickest region. Gas pressure ranges from 2,000 to 4,500 psi. The gas displaces the still-molten plastic core, pushing it outward against the mold walls. This creates a hollow channel while maintaining uniform wall thickness on the exterior.
Gas Packing and Holding
The gas continues to exert pressure during the cooling phase. This packing action replaces traditional melt packing. It compensates for shrinkage as the plastic solidifies, ensuring tight contact with the mold surface. The result is reduced sink marks and lower internal stresses. Cooling occurs faster because the hollow core has less material to solidify.
Gas Venting and Part Ejection
Once the part has cooled sufficiently, the gas vents out of the mold, often recycled for efficiency. The mold opens, and the finished part ejects.

Benefits and Limitations of Gas Assisted Injection Molding
Advantages of Gas Assisted Injection Molding
Gas-assisted injection molding offers several advantages compared to conventional injection molding methods:
- Material Savings: By creating hollow sections, the process significantly reduces the volume of plastic required, lowering production costs.
- Reduced Cycle Time: Hollow parts cool faster, which shortens the overall production cycle.
- Improved Cosmetic Quality: Hollowing thick-walled sections reduces sink marks, warpage, and surface blemishes.
- Part Weight Reduction: Lighter components are particularly valuable in automotive and consumer products where weight affects performance and transportation costs.
- Design Flexibility: Complex geometries, including thick sections and undercuts, can be produced without compromising part integrity.
Limitations of Gas Assisted Injection Molding
Despite these advantages, GAIM has some limitations:
- Higher Tooling Costs: Mold design is more complex, requiring precise gas channels and venting systems.
- Specialized Equipment: Not all injection molding machines are compatible with gas-assisted technology.
- Limited Applicability: Parts with very thin walls or extremely intricate, small features may not benefit from gas-assisted techniques.
- Potential Gas Marks: Incorrect gas injection can leave visible marks or blemishes on the part surface.
When to Use Gas-Assisted Injection Molding
Gas-assisted injection molding (GAIM), also referred to as gas assist molding, is selected when conventional injection molding cannot meet specific performance, quality, or cost targets. It is most effective under the following conditions.
Need for High-Quality Surface Finish
GAIM is used when parts require smooth, defect-free surfaces with minimal post-processing. It eliminates sink marks on thick sections and opposite ribs or bosses. It reduces flow lines, weld lines, and air trap marks. Gas pressure ensures even contact between the plastic and mold walls.
Requirement for Significant Weight Reduction
GAIM is chosen when part weight must be lowered by 20–40% while preserving structural integrity. Hollow channels replace solid plastic in thick areas. Lower mass improves fuel efficiency (automotive), ease of handling (appliances), or ergonomics (tools and grips).
Complex Geometries or Varying Wall Thicknesses
GAIM supports parts that are difficult to mold conventionally due to design complexity. It handles ribs, bosses, thick-to-thin transitions, and long flow lengths. Hollow internal channels provide stiffness without added material. It reduces warpage and internal stress in asymmetrical or ribbed designs.
High-Volume Production with Material Cost Savings
GAIM is preferred in large-scale runs where raw material expense is a major factor. Material usage drops by 20–40% in targeted sections. Savings accumulate significantly over thousands or millions of parts.
Parts Requiring Internal Cavities, Channels, or Hollow Features
GAIM is the practical solution when internal hollow structures are needed. Gas creates controlled cavities, passages, or ribs internally. It avoids the filling and shrinkage issues common in solid molding of similar features.
Mold Design Guide
Mold design for gas assisted injection molding follows targeted rules.
Wall thickness control: Wall thickness should range from 2 to 6 millimeters to allow proper gas penetration. Gas channels measure two to four times the wall thickness to ensure controlled expansion.
Gas channel layout: Place gas channels along the thickest areas, ribs, or bosses. Position the gas entry point near the end of the plastic flow path. Venting must occur opposite the entry to release air and excess gas. Simulation software helps verify flow and gas paths before cutting steel.
Venting design: The gas path influences gate location and runner layout. Proper venting prevents burn marks.
Common Materials
Selecting the right material is critical for successful gas assisted injection molding. The process works best with thermoplastics that exhibit good flow characteristics, stable shrinkage, and consistent cooling behavior. Commonly used materials include:
Polypropylene (PP)
PP is the most widely used and best-balanced material for gas-assisted injection molding. It provides excellent flow, low density, good chemical and moisture resistance, and is cost-effective. Ideal for automotive trim, appliance housings, lightweight ducts, handles, and packaging.
Acrylonitrile Butadiene Styrene (ABS)
ABS offers good flow, impact resistance, and surface finish. Suitable for consumer goods, electronics housings, automotive handles, interior trim, and appliance panels. Supports hollow structures reliably.
PC (Polycarbonate)
PC provides high impact resistance, dimensional stability, toughness, and optical clarity. Used for electronics enclosures, structural housings, and high-temperature parts. Requires precise gas pressure and mold temperature control.
PA (Nylon)
Nylon provides strong, stiff, heat- and wear-resistant. Serves as a lightweight alternative to metal for automotive engine covers, industrial parts, medical devices, and electrical housings. Careful process control is needed for high-viscosity grades.
HDPE (High-Density Polyethylene)
HDPE features low density, excellent chemical and moisture resistance, high impact strength (especially at low temperatures), and fast cycle times. It is suitable for industrial parts, fluid reservoirs, packaging, and containers with hollow profiles.
Common Defects and How to Avoid Them
Several defects appear in gas assisted injection molding.
Gas Fingering: Gas fingering creates thin, irregular channels when gas pressure is too high or when injection occurs too early. Delay gas entry or lower pressure to correct it.
Blow-through: It happens if gas breaks through the plastic skin. Increase plastic fill percentage or adjust gas timing.
Short Shot: Short shots result from insufficient melt volume before gas injection. Raise the initial fill amount.
Sink marks: They can still form if gas pressure drops during cooling. Maintain consistent holding pressure.
Uneven Wall Thickness: Uneven wall thickness occurs from poor channel placement. Revise the mold design and simulate beforehand.
Surface Blemishes: Often caused by gas reaching the part surface. Controlling wall thickness and channel placement reduces blemishes.
Voids or Surface Blisters: Entrapped gas leads to voids or surface blisters. Improve venting.
Gas Assist vs Conventional Injection Molding
Comparing gas assist molding with traditional injection molding highlights key differences:
Part Weight: In gas-assisted injection molding, thick sections of parts are partially hollow, reducing the weight by approximately 20–40%. This makes the parts lighter and easier to handle. Conventional injection molding produces fully solid sections, resulting in heavier parts.
Material Usage: GAIM uses less material due to the hollow core design, saving resin without compromising the part’s strength. Conventional injection molding consumes more material because the part is completely solid.
Cycle Time: The cooling process is faster in gas-assisted molding because the hollow sections allow heat to dissipate more quickly, shortening the overall cycle time. For conventional injection molding, thick solid sections require longer cooling and packing times, leading to extended cycle times.
Surface Quality: Parts produced by gas-assisted molding generally have smooth finishes with minimal sink marks and require less post-processing. Conventional injection-molded parts are more prone to sink marks and warpage and may need additional finishing operations.
Structural Performance: Gas-assisted parts achieve a high stiffness-to-weight ratio, maintaining structural strength while reducing weight through hollow sections. Conventional molded parts require thicker walls or additional ribs to achieve comparable strength.
Internal Stress and Warpage: GAIM typically results in lower internal stresses because the uniform hollow design reduces uneven shrinkage. Conventional injection molding can produce higher internal stresses and warpage due to uneven material shrinkage.
Design Flexibility: Gas-assisted injection molding allows for more complex geometries, including varying wall thicknesses, ribs, and bosses. Conventional molding is more limited, favoring simpler shapes to minimize sink marks and warpage.
Tooling Cost: GAIM requires a higher initial investment because of additional components such as gas pins, specialized nozzles, control systems, and precise venting. In contrast, conventional injection molding uses standard tooling, making the initial cost lower.
Work With Erye Molding
Gas assisted injection molding requires expertise in process control, mold design, and material selection. Work with us to evaluate your parts for this method. We provide prototype support, simulation analysis, and full production runs.
Contact our team for a review of your design. We supply professional injection molding services, wheather gas assisted injeciton molding or traditional injection molding.