What is Injection Molding Cycle Time
Injection molding cycle time refers to the total duration required to complete one full production cycle for a plastic part. It is from material injection into the mold to part ejection and mold reset. It is one of the most important parameters in injection molding production because it directly determines output efficiency, machine utilization, and unit manufacturing cost.
In industrial production, even a small reduction in cycle time can significantly improve overall productivity. For this reason, cycle time is closely monitored and continuously optimized in most injection molding projects.
Components of Injection Molding Cycle Time
Cycle time consists of four main phases that occur in sequence during each injection molding operation. The total cycle time equals the sum of these individual durations.
Injection and Packing Time
The injection and packing phase includes the time needed to fill the mold cavity with molten plastic and apply holding pressure to compensate for material shrinkage. It is generally short compared to other stages and depends on part volume, injection speed, and material viscosity.
Cooling Time
Cooling time is the longest and most critical portion of the cycle, which accounts for 60 to 80 percent of the total cycle time in most cases. During this phase, the material solidifies inside the mold until it reaches sufficient rigidity for ejection. It is strongly influenced by wall thickness, mold temperature, and material thermal properties.
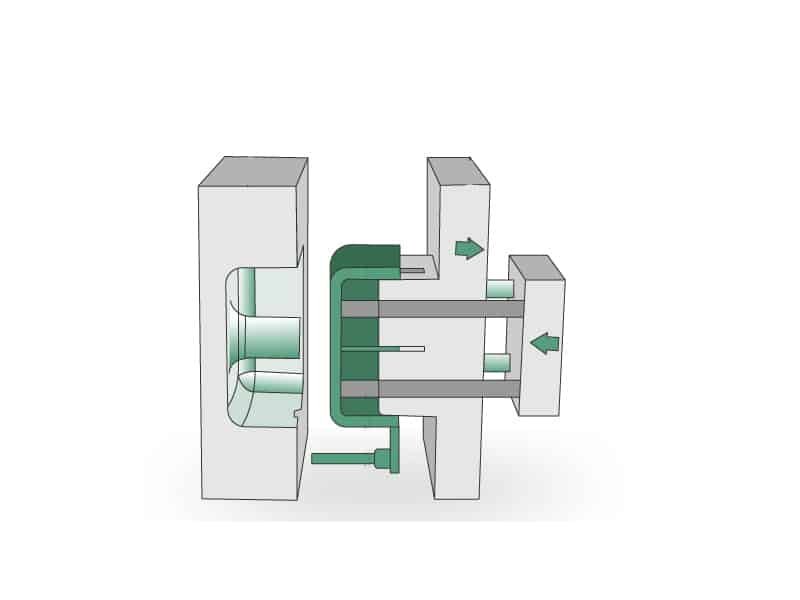
Mold Opening and Ejection Time
After cooling, the mold opens, and the part is ejected using ejector pins or other mechanisms. This stage is usually relatively fast but still depends on mold design and automation level.
Mold Closing and Clamping
The mold closing and clamping phase secures the mold under pressure before the next injection begins. These mechanical actions usually require 5 to 15 seconds, influenced by machine tonnage and mold complexity.
The estimating molding cycle time technical paper show the detailed process.
Injection Molding Cycle Time Calculation Formula
Engineers calculate cycle time using a combination of empirical estimates and engineering formulas. The injection molding cycle time formula is:
t=td+ti+tc
where
- t is the total cycle time
- td represents the dry cycle time for mold movements
- ti is the injection and packing time
- tc is the cooling time.
Dry cycle time td covers mold opening, ejection, and closing. Machine specifications provide this value directly, often ranging from 5 to 20 seconds for standard presses. Injection time ti can be estimated as the sum of fill time and packing time. Fill time equals the total shot weight divided by the injection rate, with an additional 0.5 to 1 second for screw recovery.
Typical Injection Molding Cycle Time Ranges
Cycle times vary widely based on part design and material.
Small parts with shot weights under 100 grams and overall dimensions below 150 mm × 100 mm commonly achieve cycle times of 15 to 30 seconds.
Larger parts with shot weights exceeding 500 grams and dimensions over 400 mm × 300 mm often require 45 to 120 seconds. These differences arise primarily from longer cooling and mold movement times in bigger tools.
Thin-wall versus thick-wall designs show even clearer distinctions. Parts with wall thicknesses of 1 to 2 mm, such as food containers or electronic housings, typically run in 5 to 15 seconds. Because the rapid heat dissipation in thin sections enables quick solidification.
In contrast, parts with wall thicknesses of 4 mm or greater, including structural handles or automotive brackets, frequently exceed 30 to 60 seconds because heat must travel farther from the center of the thick section to the cooled mold surface.
Cycle Time Differences Between Medical and Automotive Injection Molding
Medical Injection Molding
Most medical parts are ultra-thin wall ( 0.3 to 2 mm) precision components made of medical PP, PEEK and PPSU, requiring strict ISO 13485 precision control. Their typical cycle ranges from 20 to 60 seconds. Slow-cooling biocompatible resins and stable mold temperature requirements extend cooling time to prevent post-sterilization warpage. Conformal cooling is the core optimization to cut cycle without sacrificing dimensional consistency.

Automotive Plastic Molding
Automotive structural parts usually have walls thicker than 3 mm with heavy glass-filled PA/ PPS materials, with standard cycles of 45 to 120 seconds. Thick sections and high latent heat make cooling occupy 70% to 85% of total time. For mass annual orders, optimizing conformal cooling and automated ejection can save huge long-term manufacturing costs.

Four Factors Affecting Injection Molding Cycle Time
Cycle time is influenced by multiple interrelated parameters across material selection, product design, mold structure, and processing conditions.
Material Properties
Material properties rank among the most significant. Different plastics have different thermal behaviors. Plastics with higher thermal diffusivity, such as polypropylene or polyethylene, cool faster than crystalline polymer materials like polycarbonate or nylon. Fillers or additives also modify flow behavior and heat transfer rates.
Part Design
Part geometry plays an equally important role. Uniform wall thickness promotes even cooling, while thick ribs, bosses, or varying cross-sections create hot spots that extend cooling time. Long flow paths or restrictive gates increase injection time and required pressure.
Mold Design
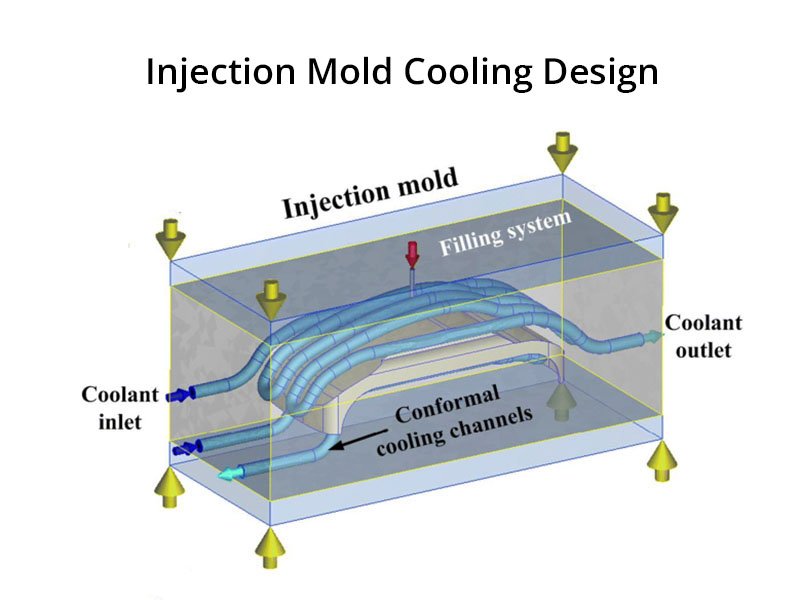
Mold design and structure directly affect both cooling and mechanical phases. Conformal cooling channels that follow the part contour reduce cooling time by 20 to 40 percent compared with conventional straight-drilled channels. It is also a core precision tooling technique covered in our guide to high precision plastic injection molding. Mold material, surface finish, and venting further influence heat removal efficiency.
Process Parameters
Process parameter settings also contribute to cycle time variation. Melt temperature, mold temperature, injection speed, and packing pressure must remain within narrow windows. Deviations of only a few degrees or seconds can add measurable time or cause defects that require slower settings to maintain quality. Automation level also matters; manual part removal extends the cycle compared with robotic systems.
Impact of Cycle Time on Production Efficiency and Cost
Cycle time directly affects production efficiency in injection molding operations. For high-volume runs, even modest reductions in cycle time decrease the total machine hours required, which lowers operating costs while output remains the same or increases.
Here’s a simple example using a polypropylene part with a single-cavity mold.
Scenario 1 (Original cycle time):
- Cycle time: 48 seconds
- Shot weight: 60 g
- Material: Polypropylene at $1.60/kg
- Machine hourly rate: $45
- Annual quantity: 1,000,000 pieces
Material cost calculation: 0.06 kg × 1,000,000 × $1.60/kg = $96,000.
Machine cost: 1,000,000 parts × 48 seconds = 48,000,000 second(13,333 hours). 13,333 hours × $45/hour ≈ $600,000.
Total production cost = $96,000 (material) + $600,000 (machining) = $696,000.
Scenario 2 (After 10% reduction):
- Cycle time: 43.2 seconds
- All other parameters remain unchanged.
Machine cost: 1,000,000 parts × 43 seconds = 43,000,000 seconds(11,944 hours). 11,944 hours × $45/hour ≈ $537,500.
Total production cost = $96,000 (material) + $537,500 (machining) = $633,500.
The 5-second reduction in cycle time results in approximately $62,500 lower machining costs over one year, bringing the total production cost down by about 9%.
You can see how even a small improvement in cycle time can make a meaningful difference in your project’s bottom line, especially when producing large quantities.
How to Optimize Cycle Time?
Reducing cycle time will lower total production cost. It doesn’t have to be complicated. Here are actions to help reduce cycle time in injection molding projects.
- Optimize Part Design: Keep the wall thickness consistent across the part. Using thick sections to replace ribs or gussets, and avoiding sudden thickness changes. At the early design stage, mold flow simulation can help identify potential cooling issues before tooling starts.
- Evaluate Cycle Time During Quotation: Review the cycle time during the quotation stage. Clearly understanding injection, cooling, and ejection times, and comparing them with typical values for similar parts. If the cycle time is too high, suppliers should be asked to provide design or mold optimization suggestions before final approval.
- Improve Mold Cooling Design: Efficient mold cooling is one of the most direct ways to shorten cycle time. Cooling channels should be placed near thick or high-heat areas, and conformal cooling can be used for complex geometries. Proper venting and a stable ejection system also help reduce mold open time and improve overall efficiency.
- Select Suitable Materials: Choose materials with good heat transfer properties. Materials such as polypropylene generally cool faster. When selecting materials, performance requirements should be clearly defined to balance functionality and cycle efficiency.
- Use Automation to Reduce Auxiliary Time: Automation helps reduce non-cooling time in the cycle. Robotic part removal, automated stacking, and conveyor systems can replace manual handling. This is especially useful in medium to high-volume production.
- Optimize After Production Starts: Cycle time should be continuously monitored after production begins. Small adjustments to mold temperature, injection speed, and packing pressure can help stabilize performance. Regular mold maintenance to prevent efficiency loss over time.
If you need customized mold design and cycle time optimization, Erye’s engineering team provides professional injection molding process turning to cut production costs and boost output.
Conclusion
Injection molding cycle time is a fundamental metric that determines production efficiency, cost structure, and overall manufacturing performance. Reductions in cycle time deliver clear efficiency improvements and cost savings. As an experienced injection molding manufacturer, Erye supports customers in optimizing cycle time through targeted material selection, refined mold design, and process optimization strategies.