When dealing with large part injection molding, such as automotive panels, industrial enclosures, or medical device housings, we often face a common issue: brittleness. A material like PP, ABS, or PC that performs well in small components can suddenly crack, shatter, or even spontaneously fracture when scaled up to a larger part. Understanding why large parts become brittle and how to prevent it is critical to securing product reliability.
What is Large Part Injection Molding?
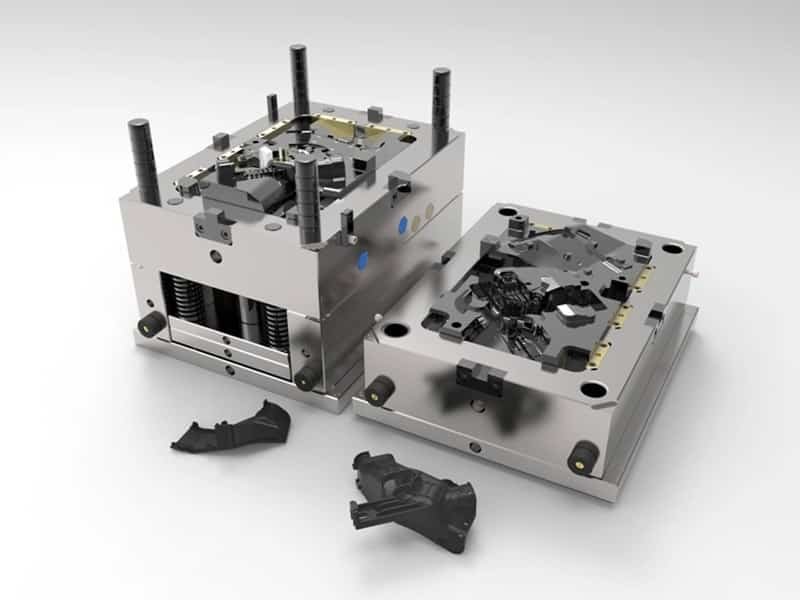
Large part injection molding refers to the specialized injection molding process of manufacturing big, heavy, or structurally demanding plastic components. These parts often span several feet across and can weigh multiple pounds, sometimes even dozens of pounds.
Large part injection molding is far more than simply “bigger injection molding.” Producing the largest injection molded part for a given application demands high-tonnage equipment, precision-engineered tooling, and expert control over material flow, pressure, and cooling.
Conventional machines typically range from 50 to 400 tons. In contrast, large injection molding projects often require presses from 500 tons up to 3,000 tons or more. The clamping force must be powerful enough to keep massive molds securely closed while molten plastic is injected under intense pressure. To handle these demanding jobs, the machines feature:
- Extra-large platens and generous mold spaces
- High-capacity injection units capable of massive shot volumes
- Advanced hydraulic or electric clamp systems
- Sophisticated cooling systems designed specifically for oversized molds
Why Do Large Injection-Molded Parts Become Brittle?
One of the most common and frustrating challenges in large part injection molding is brittleness. From an engineering standpoint, brittleness in large molded parts isn’t usually a material defect; it is a byproduct of physics and thermodynamics during the molding process.
Brittleness in large part injection molding is primarily caused by molecular orientation and excessive residual stress within the plastic, a problem often exacerbated by weld lines or flow marks. When producing injection molding large parts, these issues tend to accumulate simultaneously, making large components particularly prone to cracking or reduced impact resistance.
During the molding of large plastic components, higher injection pressures are usually required to fill the mold completely. This inevitably introduces significant residual stress, especially near the gate areas. Coupled with the large surface area of these parts, temperature drops rapidly during filling, resulting in pronounced molecular orientation and sectioning effects. Additionally, large part plastic injection molding typically involve multiple gates, which increases the likelihood of weld lines—another factor that can compromise toughness.
The problem becomes even more severe in cold weather or when parts are exposed to corrosive solvents and harsh environments. In extreme cases, parts can become so brittle that they crack or explode spontaneously.
Mitigation Strategies to Reduce Brittleness
Brittleness in large part molding can be effectively controlled with proper process knowledge and techniques. Here are the most effective strategies:
Maintain high mold and melt temperatures
Keeping the mold and molten plastic at elevated temperatures minimizes molecular orientation and residual stress caused by rapid cooling. It also allows lower injection pressures to be used for final packing, improving toughness.
Adjust injection speed appropriately
By increasing the injection speed precisely, the resin fills the mold before losing heat. Hotter resin flows better, allowing us to drop the final pack-and-hold pressure—effectively eliminating the primary source of internal stress.
Discard initial parts in production runs
The first 20–30 molded parts may exhibit higher brittleness because the mold has not yet reached a stable temperature, particularly for plastics with fire retardants or inherently brittle formulations.
Consider environmental and seasonal effects
Cold weather can make even typically tough plastics like PP, ABS, or PC brittle. Testing and design adjustments to account for temperature variations are essential for consistent quality.
Post-molding thermal treatment
Heat treating the finished parts helps relieve residual stresses and reduce brittleness caused by molecular orientation.
Avoid corrosive exposure
Keep the parts away from corrosive solvents or harsh environments during storage and use. We strictly design our molds with optimized draft angles and ejection mechanisms to eliminate the need for topical mold release agents.
Material modification
If material design allows, adding small amounts of compatible flexible polymers (e.g., EVA in PP or K-resin in HIPS) can improve impact resistance and prevent brittleness in large injection molding components.
Other Challenges in Large Part Injection Molding
While a large part of injection molding offers tremendous design and performance advantages, it also presents a unique set of hurdles that distinguish it from standard injection molding.
Material Flow and Fill Balance
One of the most critical large part injection molding challenges is achieving complete and balanced cavity filling. Because large components often involve long flow paths and thin-to-thick transitions, the molten plastic can cool prematurely before fully reaching all areas of the mold. This leads to short shots, weld lines, or weak structural zones—especially in injection molding large parts with complex geometry.
High Clamp Force Requirements
As the part size increases, so does the projected surface area and internal cavity pressure. This means a large part of plastic injection molding requires an extremely high clamping force to prevent mold separation or flash.
Cooling Uniformity and Cycle Time
Cooling is one of the most difficult aspects of plastic molding large parts. Thick sections cool significantly more slowly than thin areas, creating internal temperature gradients. This imbalance not only extends cycle time but also increases the risk of warpage, sink marks, and internal stress accumulation.
Warpage and Dimensional Stability
Due to uneven shrinkage across large surfaces, maintaining dimensional accuracy is a persistent challenge in large part molding. Even slight variations in cooling rate or packing pressure can result in noticeable deformation, especially in long flat panels or structural housings.
Tooling Complexity and Cost
Molds for large part plastic injection molding are massive, heavy, and extremely expensive. They must withstand enormous clamping forces while maintaining precise tolerances, requiring robust design and high-quality materials.
Process Sensitivity
Unlike small components, large part injection molding is highly sensitive to small process fluctuations. Slight changes in melt temperature, injection speed, or holding pressure can lead to visible defects, making consistent quality much harder to achieve in injection moulding large parts.
For process selection and structural planning before production, review our guide to the manufacturing process for large plastic molding parts.
Erye as an Injection Molding Supplier
We specialize in injection molding and have the equipment, expertise, and experience to deliver high-quality large injection molded parts reliably. From design support and mold flow analysis to production and secondary operations, we provide full end-to-end service. Our team excels at solving the common challenges of large part plastic injection molding, including warpage, internal stress, and brittleness, through optimized processing and material selection.
Whether you need prototypes or full-scale production, we are a trusted partner for demanding large scale injection molding projects. Contact us for a free project review and quotation.