Tapped holes and threaded holes play crucial roles in joining plastic parts or plastics to metal components. While both involve threads for fastening, their formation, strength, cost, and applications differ significantly.
In plastic injection molding, holes such as through, blind, locating, and threaded holes are commonly formed using core pins or inserts embedded in the mold cavity. These features, while necessary for assembly, add complexity to the mold design and can influence both cost and strength of the molded part. An adequate spacing should be maintained between holes and edges: typically, the distance from a hole to the part edge should be at least three times the hole diameter to avoid stress concentration and cracking. Holes can be directly molded or machined later (secondary operations). However, during ejection, parts with holes are prone to distortion or stress, so draft angles and carefully placed ejector pins are essential.
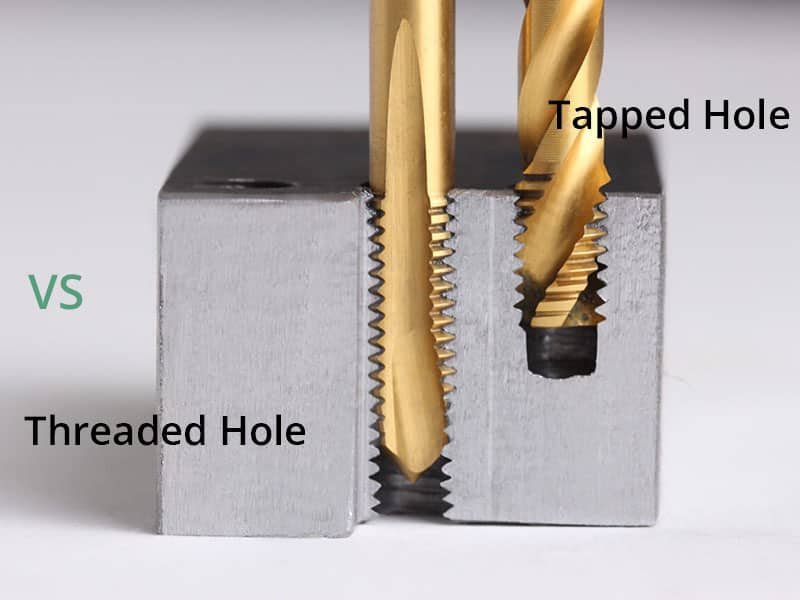
Tapped Hole vs Threaded Hole
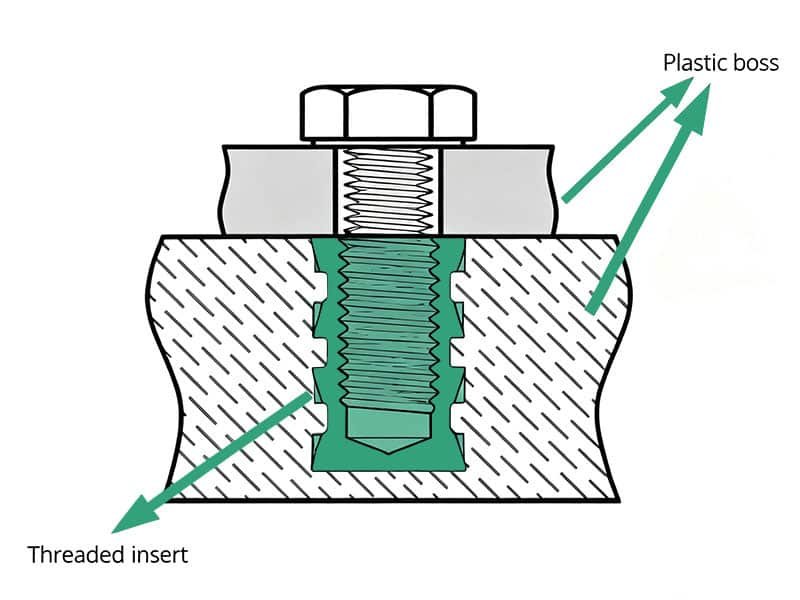
Threaded holes can be created either during the molding process or machined afterward, whereas tapped holes are always machined after molding and cannot be formed directly in the mold. The figures below illustrate the molded threaded hole formed directly during molding (Figure 1), and a tapped hole created later using a tapping process (Figure 2).
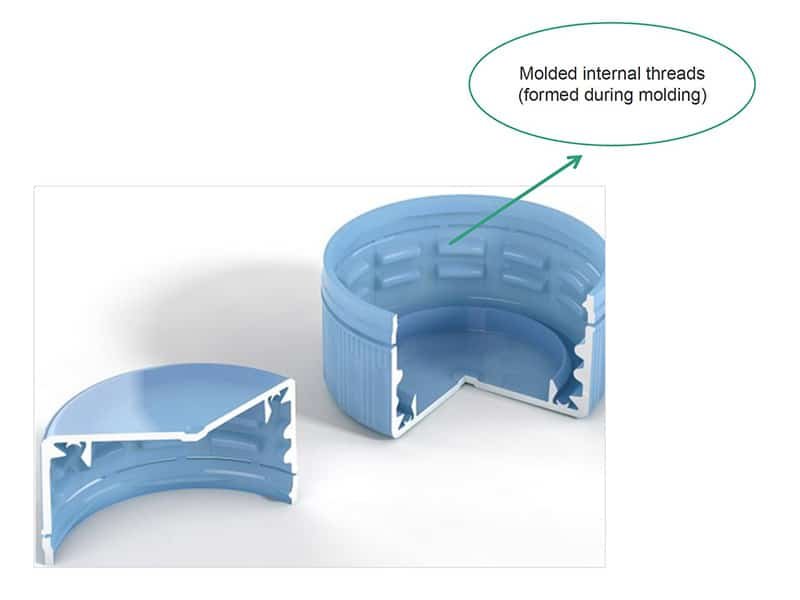

Table 1 below shows a comparative analysis of incorporating threads using self-tapping screws (Tapped Hole) and directly molding the threads or using inserts (Threaded Hole).
Table 1: Comparison of tapped and threaded holes in plastic injection molding.
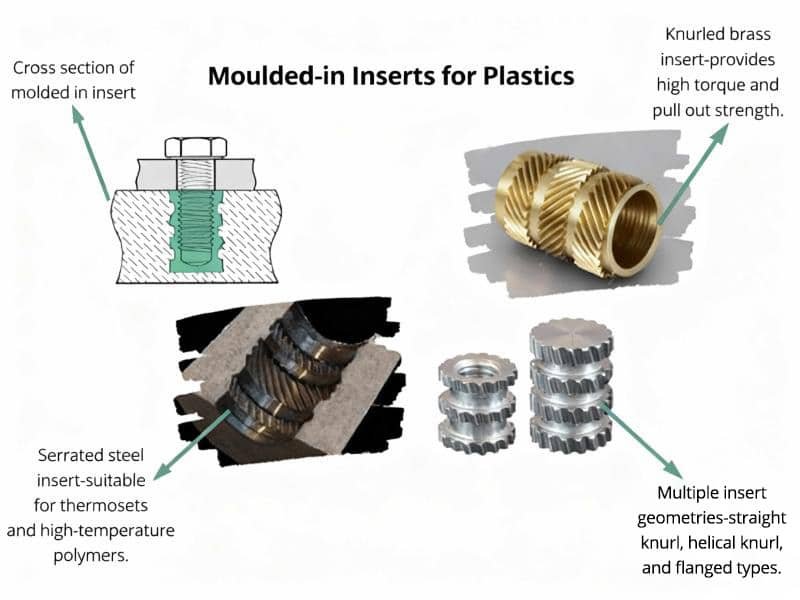
In some cases, metal threaded inserts are placed into the mold cavity before plastic injection (insert molding). As plastic cools, it bonds mechanically around the insert’s knurled features, providing superior pull-out and torque resistance. Figure 3 below is the visual representation of how a molded-in metal insert integrates within a plastic boss.
Tapped Holes in Injection-Molded Plastic Parts
Tapped holes are a type of threaded hole created after the plastic part is molded. They can be made in two ways:
- By using traditional tapping tools (manual or CNC taps) that cut threads inside a molded pilot hole, or
- By using self-tapping screws, which form or cut threads during assembly. This removes the need for pre-molded threads or metal inserts and is common in electronics, consumer products, and automotive components.
Figure 4 below illustrates common taps for “tapped holes” used to cut internal threads in molded plastic holes during post-molding tapping operations.

Types of Self-Tapping Screws Used to Create Tapped Holes
Different types of self-tapping screws are:
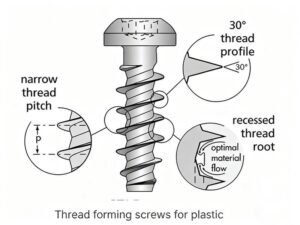
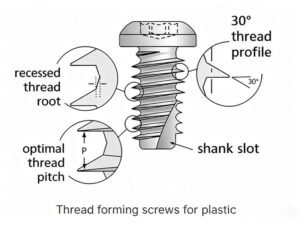
1. Thread-Forming Screws
They deform the plastic to form threads, ideal for soft polymers.
2. Thread-Cutting Screws
They have sharp flutes that cut material, suitable for glass-filled or stiff plastics.
Design Factors for Tapped Holes
- Pilot Hole Diameter: Determines engagement and torque. Typically, 75–80% thread engagement gives optimal joint strength.
- Engagement Length: 2–2.5× screw diameter ensures sufficient holding force.
- Boss Design: Should be 2.5–3× pilot hole diameter; include draft angles to ease molding.
- Strip-to-Drive Ratio: Ideally around 5:1 for automated assembly to prevent over-torque and thread failure
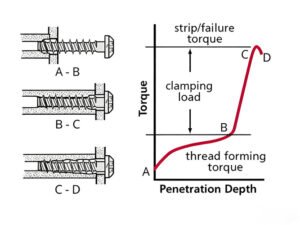
Self-tapping screw joints are economical, fast to assemble, and do not require threaded inserts. However, they can sustain only about 10 re-use cycles, as repeated tightening may strip the threads. The crucial mechanical performance of a self-tapping screw joint is often analysed using a torque-turn graph, which illustrates the relationship between applied torque and penetration depth, defining the critical Strip-to-Drive Ratio.
Thread Design Considerations for Plastic Tapped and Threaded Holes
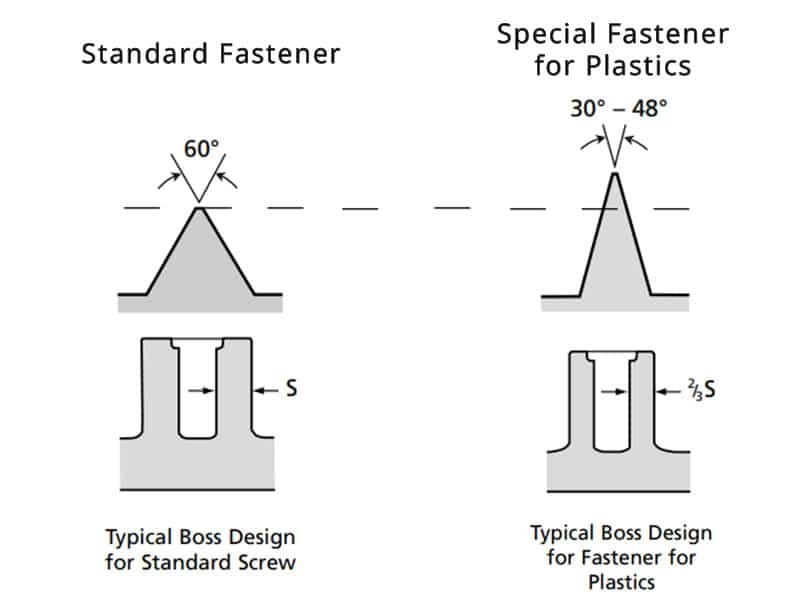
When addressing tapped versus threaded holes in plastic injection molding, it is critical to note that standard sheet metal screws (such as Type B or AB) are generally unsuitable due to their wide flank angles and shallow threads. Figure 7 below compares standard metal fasteners and specially designed plastic fasteners, highlighting their main difference in how thread geometry affects stress distribution and boss design.
The comparison shows reduced radial stress and smaller boss requirements for plastic applications.
Technical Features of Tapped and Threaded Holes
The technical standard for screws used in thread-forming applications, either for tapped holes or threaded holes in plastic, requires specialized features.
Table 3: Key Technical Features of Fasteners for Thread-Forming in Plastics