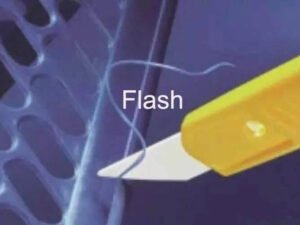
Flash is an unavoidable defect of molding processes, occurring as excess material along parting lines, seams, or mold imperfections. It might look insignificant, but it can derail product quality, sealing performance, and production efficiency. Reliable rubber deflashing has become essential for producing consistent, high-quality elastomeric parts. From automotive seals to medical devices and industrial gaskets, effective flash removal directly impacts final part performance and cost control.
Causes and Implications of Flash
Flash forms when molten or uncured rubber escapes between mold halves during the compression, transfer, or injection molding process. It typically appears along the parting line but can also emerge in vents, ejector pins, or complex geometries.
Common causes include:
- Worn or poorly designed molds
- Insufficient clamping pressure
- Inadequate venting
- Material with excessively low viscosity
- Improper process parameters
Left unaddressed, flash affects dimensional accuracy, compromises sealing integrity, creates assembly issues, and damages brand perception. In critical applications like engine gaskets or medical O-rings, even minor flash can lead to leaks or functional failure. That’s why choosing the right rubber deflashing method is far more than a finishing step: it’s a key quality control process.
Common Rubber Deflashing Methods
Manufacturers rely on several approaches to remove flash. Each method varies in speed, consistency, labor intensity, and suitability for different part types.
1. Manual Trimming (Hand Deflashing)
Manual trimming remains the simplest and most flexible option. Operators use knives, scissors, or specialized trimming tools to cut away excess material piece by piece.
This process has high flexibility for complex or low-volume parts; no major equipment investment is required, and immediate adjustments are possible during processing.
However, it is extremely labor-intensive and costly at scale. Inconsistent results between operators and shifts. Risk of surface scratches or over-trimming, and difficult to access internal features or blind holes. It is not suitable for high-volume production
Manual deflashing works well for prototypes or very small batches, but it quickly becomes a bottleneck as production volumes increase.
2. Mechanical Deburring (Tumbling and Vibratory Finishing)
In mechanical methods, parts are placed in tumblers or vibratory bowls with abrasive or non-abrasive media. The constant motion gradually wears down the flash.
It is better throughput than manual trimming. The equipment cost is moderate. It is suitable for medium production volumes.
However, it can damage delicate surfaces or fine details. The heat generation may affect soft elastomers. Uneven results on complex geometries and media contamination risks.
While mechanical tumbling offers an improvement over hand work, it often falls short when precision and surface integrity are critical.
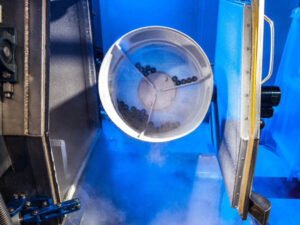
3. Cryogenic Deflashing: The Modern Solution
Cryogenic deflashing, also known as freeze deburring, has emerged as the preferred method for many rubber and plastic manufacturers. This process uses extreme cold to make flash brittle while keeping the main part flexible and tough.
The process follows a well-controlled sequence:
- Loading: Molded parts are placed into a processing basket or drum.
- Cooling: Liquid or gaseous nitrogen rapidly lowers the temperature, typically to -100°C or lower. The thin flash becomes glass-like and brittle.
- Media Impact: Non-abrasive polycarbonate pellets are blasted or tumbled against the parts, snapping off the brittle flash cleanly.
- Warming & Cleaning: Parts return to room temperature, are cleaned of media residue, and inspected.
- Quality Check: Dimensional measurements confirm tolerances remain within specification.
This technique excels at reaching intricate areas such as undercuts, cross holes, and internal passages that manual or mechanical methods cannot access effectively.
Benefits of Cryogenic Deflashing
- Computer-controlled parameters create high consistency and repeatable results batch after batch.
- Hundreds of parts can be processed simultaneously, dramatically reducing labor needs.
- Non-abrasive media protects critical surfaces and finishes.
- This method can handle complex geometry, excellent for parts with blind holes, thin walls, or detailed features.
- Lower per-part cost for medium to high volumes.
- No harsh chemicals involved; minimal waste generated.
Choosing the Right Deflashing Method
Selecting the optimal flash removal approach requires balancing several factors.
- Production volume plays a major role—low runs often favor manual trimming for simplicity, while high volumes benefit greatly from cryogenic processing.
- Part complexity is equally important: simple shapes may work well with mechanical methods, but intricate designs with blind holes or thin walls usually demand the precision of cryogenic deflashing.
- Tolerance requirements, material type, available budget, and factory space must also be considered.
Erye adopts a hybrid strategy, using cryogenic deflashing for the bulk of the work and applying selective manual touch-up only where necessary.
Design Tips to Minimize Flash Problems
Prevention remains the best strategy. Good mold and part design can significantly reduce flash formation from the start. Properly optimize parting line location, improve mold venting, ensure adequate clamping force, and carefully consider material flow characteristics. Even small design adjustments in the early stages can make downstream rubber deflashing far easier and more cost-effective.
Conclusion
Successful rubber deflashing is an important step in delivering high-quality molded elastomeric components. We partner with customers from the earliest design stage to minimize flash formation through optimized mold design, improved venting, and refined processing parameters. When flash does occur, our experienced team carefully evaluates each product’s material, geometry, volume, and tolerance requirements to recommend and implement the most suitable deflashing solution.