In the modern manufacturing landscape, lightweight and high-precision components are increasingly in demand. From consumer electronics to medical devices and automotive interiors, people are seeking efficient ways to reduce material usage without compromising strength or aesthetics. Thin-wall injection molding (TWIM) has emerged as a vital technology to meet these needs. By producing plastic components with significantly reduced wall thickness, this process enables cost-effective, lightweight, and highly precise parts suitable for a wide range of applications.
What is Thin Wall Injection Molding?
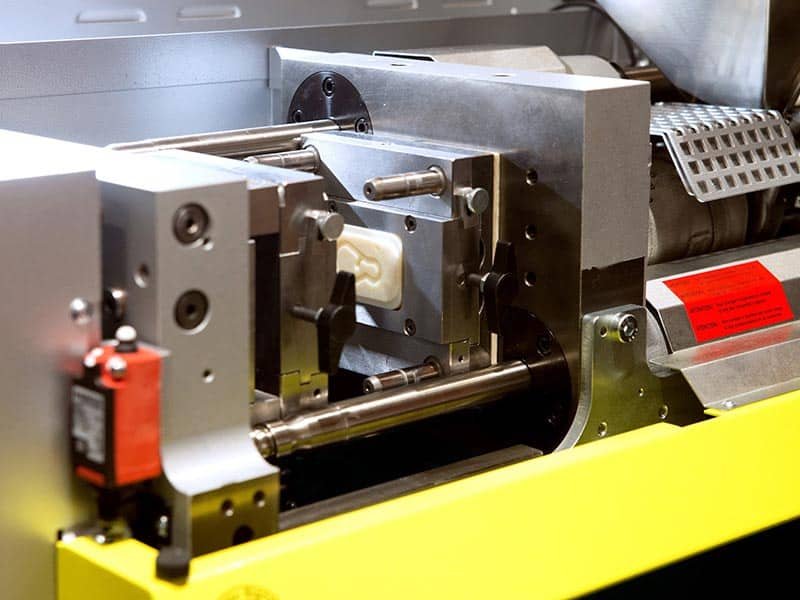
Thin wall injection molding is a specialized plastic injection process designed to produce parts with extremely thin walls, typically ranging from 0.4 mm to 1.5 mm. Unlike conventional injection molding, where thicker walls are standard, TWIM requires precise control over material flow, temperature, and mold design to prevent defects. This process requires high injection speeds and pressures to fill thin cavities before the material cools and solidifies. Flow length to wall thickness ratio (L/T) often exceeds 150:1, and in packaging applications it can reach 200:1 or higher.
Advantages of Thin Wall Injection Molding
- Reduces material usage and lowers unit cost in high-volume production.
- Produces lightweight components for electronics, medical devices, and automotive interiors.
- Shorter cooling times improve cycle efficiency and overall productivity.
- Ensures high precision and smooth surface finish for tight-tolerance parts.
- Supports compact and complex designs for modern miniaturized products.
Challenges and Considerations of Thin Wall Injeciton Molding
- Requires high-speed machines with sufficient clamping force.
- Precise temperature and flow control are essential to avoid short shots and warpage.
- Mold design must optimize gate placement and cooling efficiency.
- Only high-flow materials like PP, ABS, or PC are suitable.
- Long flow paths increase the risk of weld lines, burn marks, and surface defects.
How to Know If Thin Wall Injection Molding Is Right for Your Part
Thin wall injection molding is not suitable for every design.
It works best when:
- The part requires weight reduction without losing structural strength
- Production volume is high, where material savings matter
- The geometry allows uniform wall thickness and smooth flow
It may not be suitable when:
- The design has thick-to-thin transitions
- Structural strength depends on wall thickness
- Tight tolerance must be maintained across long flow paths
Design Guidelines for Thin Wall Parts
Materials Selection for Thin Wall Parts
Thin wall injection molding requires resins with high flowability to fill long, narrow cavities quickly before the material solidifies. The most commonly used materials include:
- PP offers excellent flowability and is widely chosen for thin wall food packaging and disposable containers. Its high melt flow rate allows easy filling of very thin sections while keeping material cost low.
- ABS provides good flow combined with higher impact strength, making it suitable for thin wall electronic housings and structural parts that need better toughness.
- PC delivers high flow in thin wall applications along with excellent clarity and dimensional stability, which is ideal for precision medical components and transparent housings.
When selecting materials, pay close attention to shrinkage rate and thermal properties. Choose grades with lower and more uniform shrinkage to minimize warpage in thin sections. Materials with good thermal conductivity and heat resistance also help achieve even cooling and reduce internal stress during rapid solidification.
Uniform Wall Thickness
Uniform wall thickness is one of the most important design principles. Variations in thickness can cause differential cooling rates and lead to sink marks, warping, or stress concentrations. Where possible, maintain consistent thickness throughout the part.
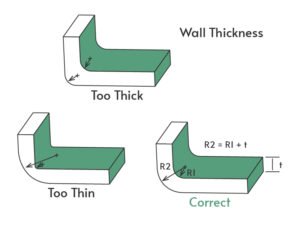
Radii and Corner Design
Sharp corners restrict material flow and create stress concentrations in thin wall parts. Adding radii at internal and external corners improves flow and reduces the pressure required to fill the mold.
Recommended practice is to apply radii of at least 0.5 to 1 times the nominal wall thickness at corners and transitions. This helps the molten material move smoothly into thin features and supports better part ejection.
Draft Angles
Draft angles facilitate part ejection and minimize drag on thin, fragile walls. Without sufficient draft, parts may stick in the mold or sustain surface damage during ejection. Apply a minimum draft angle of 0.5–1 degree per side on vertical surfaces.
For textured surfaces or deeper features, increase to 1–2 degrees or more. Maintain a consistent draft across ribs, bosses, and sidewalls to avoid uneven shrinkage.

Ribs and Structural Features
Ribs provide stiffness without significantly increasing overall part weight or wall thickness. In thin wall designs, ribs help maintain structural integrity while keeping material usage low.
- Design rib thickness at 50–60% of the adjacent main wall thickness to reduce the risk of sink marks on the opposite surface.
- Add a small radius (fillet) at the base of each rib to lower stress concentrations.
- Space ribs at least 2–3 times the wall thickness apart.
- Limit rib height to approximately 3 times the wall thickness for effective reinforcement.
- Consider adding gussets (triangular supports) at rib intersections or high-stress areas when additional strength is required.
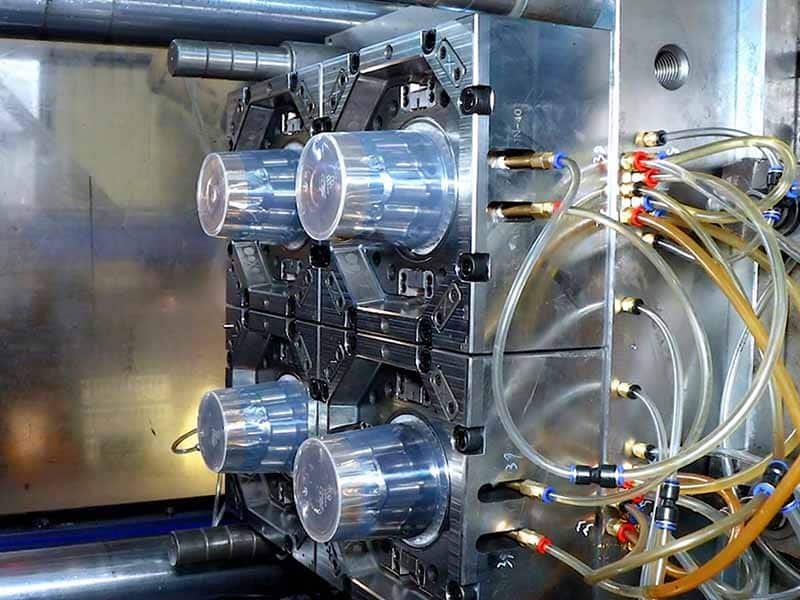
Gate Location and Design
Gate placement directly affects filling patterns in thin wall molding. Poor gate location can result in weld lines, air traps, or short shots.
- Position gates at thicker sections or along primary flow paths when possible.
- Use larger gate sizes or multiple gates (such as fan gates) for complex or large thin wall parts to ensure balanced filling.
- Avoid placing gates directly into the thinnest areas, as this can cause excessive shear and surface defects.
Bosses
Bosses are used for mounting or fastening. In thin wall parts, they require careful design to prevent sink marks and maintain moldability.
- Keep boss wall thickness at approximately 50–60% of the surrounding wall.
- Apply draft angles of 1–2 degrees to the outer and inner surfaces of bosses.
- Add connecting ribs or gussets if the boss requires extra strength.