Jetting in injection molding creates worm-like defects when molten plastic shoots through the gate unchecked. Jetting is eliminated with proper gate design, slower fill speeds, and optimized melt temperature. Manufacturers achieve smooth, uniform parts in automotive, medical, and consumer applications.
What is Jetting in Injection Molding?
Jetting occurs when polymer enters the mold cavity as a high-speed stream instead of a broad front. Melt accelerates through a small gate. The stream snakes through the cavity without touching the walls.
Consequently, folded, wavy surface marks resembling worm trails are visible. Engineers identify jetting early in trial runs. The defect weakens the part’s strength and ruins its aesthetics. Jetting is prevented by controlling injection velocity and gate geometry. Modern simulation software predicts jetting risks before tooling.
Causes of Jetting in Injection Molding
High Injection Speed
Jetting is triggered by excessive fill rates. Machine pressure forces melt through the gate, potentially at 100 m/s. The stream stays coherent in the air-filled cavity space. Polymer folds onto itself upon wall contact. Moreover, rapid acceleration prevents shear-induced spreading. Additionally, high velocity overrides mold wall friction. Peak pressures above 150 MPa may be measured at the gate.
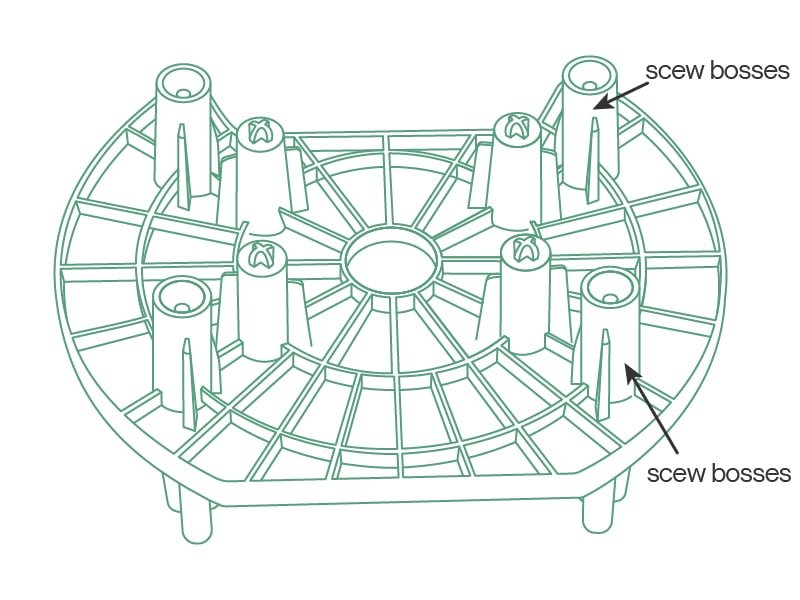
Small or Restrictive Gate Design
Pinpoint gates under 0.5 mm diameter promote jetting. Melt exists as a thin jet. Low shear fails to widen the flow front. Thick-to-thin transitions worsen the stream effect. In addition, short gate land length under 0.8 mm maintains stream momentum. Also, sharp gate edges induce turbulence. Another issue arises from misaligned gate-to-runner transitions.
Low Melt or Mold Temperature
Cold conditions increase viscosity. Polymer resists flow expansion. Chilled cavity walls solidify the jet core. Brittle snake patterns may be observed on ejection. Furthermore, temperature drops below 180 °C for Polypropylene (PP) cause premature freezing. Besides, uneven mold cooling creates hot spots near vents. Moreover, thermal gradients exceeding 30 °C across the cavity are detectable.
Material Selection Issues
High-flow resins jet more easily. Low-viscosity grades accelerate through gates. Glass-filled materials create turbulent streams. Moisture causes splay alongside jetting. Additionally, MFI (Melt Flow Index) above 30g/10min amplifies stream formation. Further, recycled content with inconsistent flow promotes instability. Another factor includes a lack of shear-thinning additives.
Effects of Jetting on Part Quality
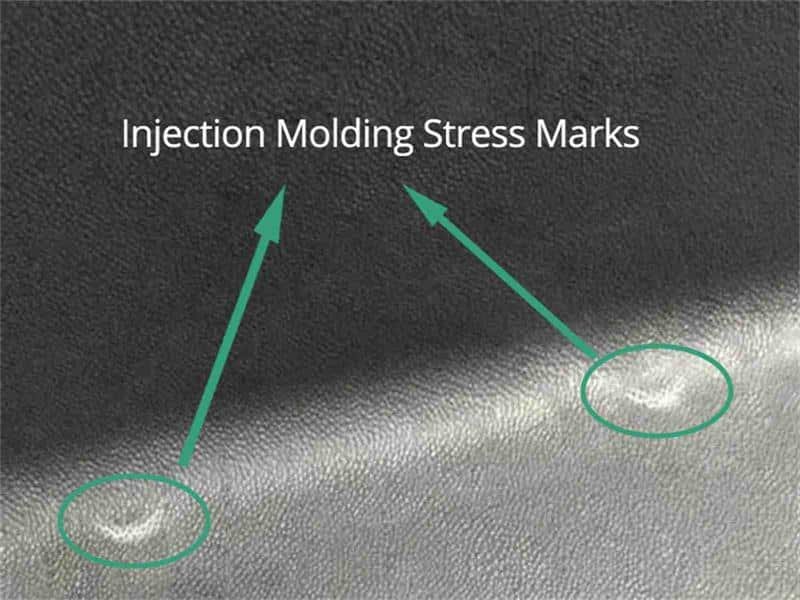
Surface Appearance
Jetting produces visible flow lines. Worm-like marks disrupt gloss finishes. Parts may be rejected for cosmetic standards in consumer goods. Paint adhesion fails over folded surfaces. Moreover, micro-cracks can appear under UV exposure. Additionally, color streaking is observed in transparent resins. Further, surface roughness may increase by 50-100% in affected zones.
Mechanical Properties
Fold lines create weak planes. Tensile strength drops 20-30%. Impact resistance decreases in load-bearing areas. Field failures are a risk in structural components. In addition, fatigue life is reduced by up to 60% in cyclic loading. Also, notched Izod values may fall below 5 kJ/m2. Another concern involves brittle fracture at low temperatures.
Dimensional Stability
Uneven packing causes warpage. Jetting leaves voids near gate areas. Differential cooling shrinks regions unevenly. Ovality may be measured in round parts. Furthermore, flatness can deviate beyond 0.5mm in large panels. Besides, a 1-2% shrinkage variation across the part may be detected. Moreover, post-mold distortion can appear after 24 hours.
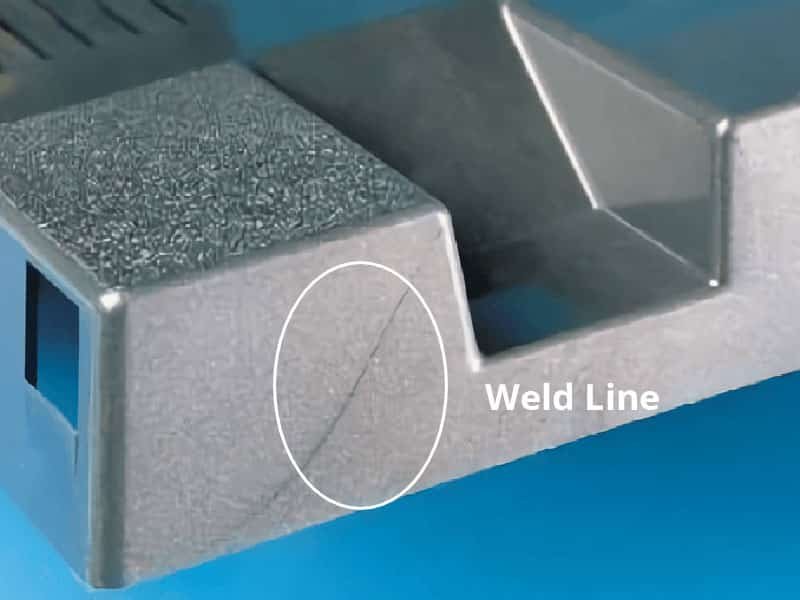
Weld Line Formation
Jetting fronts meet later flows, resulting in weak knit lines opposite the gate. Cracks may be detected under stress testing. Fatigue life shortens dramatically. Additionally, weld line strength drops to 40% of the base material. Further, delamination is identifiable in multi-layer parts. Another issue includes reduced chemical resistance at fold interfaces.
Prevention Methods for Jetting
Optimize Gate Design and Location
Jetting is eliminated with larger fan or diaphragm gates. Land length should be increased to 1-2 mm. Gates should be positioned for radial fill patterns. Submarine gates promote wall attachment. As a result, the melt spreads evenly from the start.
Control Injection Velocity Profile
Multi-stage filling prevents streams. Filling starts at 10-20% speed through the gate. Speed is ramped to 80% after the flow front expands. Hold pressure is programmed immediately. Therefore, the polymer attaches to cavity walls early.
Adjust Melt and Mold Temperatures
Higher temperatures reduce viscosity. Melt temperature should be raised 20-30°C above the minimum. Mold surfaces are heated to 80-120°C. Core and cavity temperatures are balanced. Hence, flow resistance drops significantly.
Modify Tooling Features
Flow leaders direct the melt properly. Overflow wells are added opposite gates. Tapered runners can be machined for acceleration control. Cascaded valve gates work effectively. Thus, controlled fill progression is achieved.
Material and Process Selection
A switch to medium-viscosity grades is recommended. Resins with MFI 10-20g are selected. Hygroscopic materials are dried below 0.02% moisture. Nucleating agents are incorporated. Accordingly, jetting risks decrease.
Jetting vs Splay and Other Defects
Jetting vs Splay
Jetting forms solid streams while splay creates frothy marks. Jetting shows folded worms. Splay appears as silver streaks from moisture. Differentiation is possible by short-shot appearance. By contrast, splay includes gas bubbles.

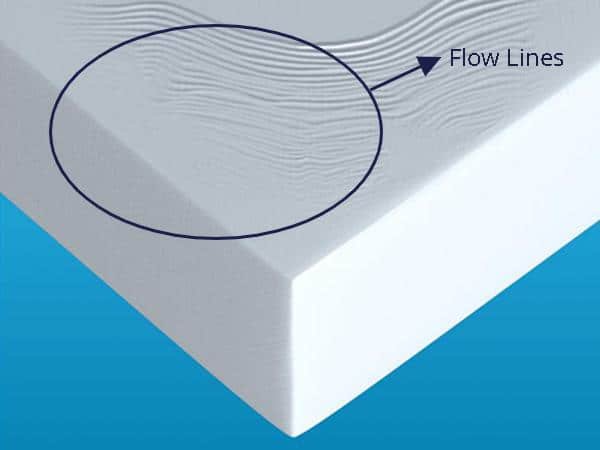
Jetting vs Flow Lines
Flow lines follow rib directions. Jetting snakes randomly. Flow lines remain parallel to the fill direction. Origins are traced to the gate location. Whereas jetting starts at entry points.
Jetting vs Burn Marks
Burn marks darken at vents. Jetting stays near the gates. Burn occurs in the last-to-fill areas. No burning smell is associated with jetting. On the contrary, burn involves charring.

Jetting vs Weld Lines
Weld lines form where fronts meet. Jetting creates the initial stream. Weld lines appear downstream. Both can be strengthened with temperature adjustments. Nevertheless, jetting prevention reduces weld weakness.
Conclusion
Jetting ruins part quality through uncontrolled melt streams. Defects are prevented with proper gate design, velocity control, and temperature management. Manufacturers achieve consistent, high-strength components across industries by following systematic troubleshooting and validation protocols.