Countersink vs. counterbore is a common point of confusion in machining and product design. Both holes modify a standard hole to accommodate fasteners—but their geometry, function, and engineering implications are fundamentally different. Choosing the wrong one can lead to a poor fit, weak assembly, or unnecessary machining cost. This guide focuses on the key differences that actually impact design decisions, helping you select the right hole type based on function, fastener, and manufacturing constraints.
What is a Countersink Hole?
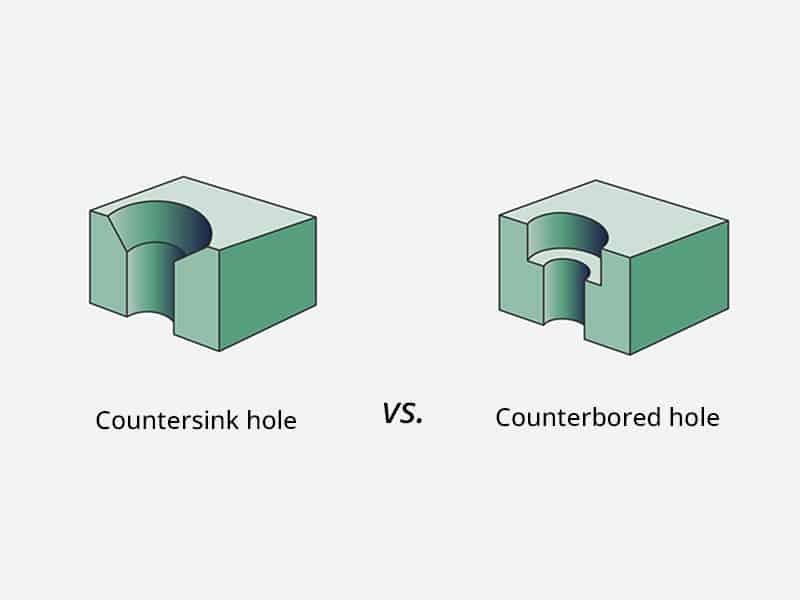
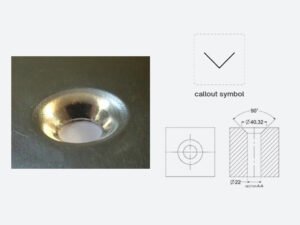
A countersink hole is a conical recess at the top of a drilled hole. It tapers inward like a funnel, so a flat-head or oval-head screw sits flush with the material surface. The angled profile—commonly 82°, 90°, or 100°—matches the underside of the fastener head. You usually make it with a dedicated countersink bit after drilling the pilot hole. The defining feature eliminates protrusion.
When to Use a Countersink Hole
- Countersink holes are best suited for applications where the fastener head must sit flush or below the surface.
- When designs require a smooth, streamlined finish, such as electronic enclosures, furniture panels, or aerospace components.
- When the part needs to reduce stress concentrations around the fastener, improving the overall structural integrity of the assembly, particularly in thin materials.
What is a Counterbore Hole?
A counterbore hole is a cylindrical, flat-bottomed recess that enlarges the top portion of a hole. It allows the head of a bolt—typically a socket head cap screw—to sit below or flush with the surface. Unlike countersinks, there is no angle involved. The geometry is purely vertical and depth-controlled.
When to Use a Counterbore Hole
- Installing socket-head or hex-head screws that need secure, flat seating
- High-load applications demanding a strong clamping force
- Situations requiring additional space for washers, gaskets, or alignment features

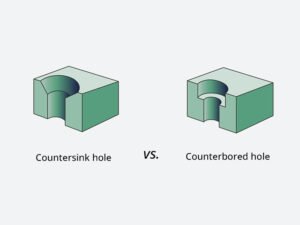
Countersink vs. Counterbore: Shape
This is the most obvious difference.
- Countersink: Conical or tapered shape. The sides slant inward to match the angled underside of flat-head screws.
- Counterbore: Cylindrical with straight, vertical walls and a flat bottom. It creates a clean, stepped pocket.
A countersink gives a V-shaped cross-section. Counterbore looks like a short, wide cylinder on top of a narrower hole. This difference directly affects how force is distributed. A countersink spreads load along an angled surface, while a counterbore concentrates it on a flat interface under the bolt head.
Countersink vs. Counterbore: Drilling Angle
- Countersinks require precise angular control. Standard angles (82°, 90°) must match the fastener exactly—any mismatch leads to poor seating or uneven stress distribution.
- Counterbores have no angle to manage, only diameter and depth. This makes them more forgiving during machining, especially in high-volume production.
Countersink vs. Counterbore: Fastener Type
Fastener choice drives the decision.
- Countersink: Works best with flat-head, oval-head, or bugle-head screws. Common in woodworking and light sheet metal.
- Counterbore: Designed for socket head cap screws, hex bolts, or fasteners used with washers. Ideal for heavier-duty applications needing high torque.
Countersink vs. Counterbore: Callout Symbol
On engineering drawings, symbols keep communication clear.
- Countersink callout: Uses the symbol ⌵ (downward V). Example: ⌵ Ø19 x 90° (diameter at surface × included angle).
- Counterbore callout: Uses the symbol ⌴ (square U shape). Example: ⌴ Ø0.5 x 0.25 deep (diameter × depth).
Always list the main hole diameter first, then the recess details below it. Proper callouts prevent manufacturing errors.
Countersink vs. Counterbore: Manufacturing Process
- Countersink holes are simpler and faster to produce. You drill the pilot hole first, then finish with one quick pass of a conical countersink bit. The process usually needs only one specialized tool and minimal setup, making it ideal for sheet metal, thin parts, and high-volume production.
- Counterbore holes require a more involved process. After drilling the main hole, you switch to a flat-bottom counterbore tool or end mill to create a precise cylindrical recess to exact depth. This often involves multiple tool changes and tighter control over concentricity and depth.
Choosing Between Counterbore and Countersink Holes
Picking the right hole type doesn’t need to be complicated. Use this simple three-step process to make the right decision quickly.
Step 1: Start with the Fastener Head
Check the screw or bolt. If it has a tapered or flat head, a countersink hole is usually the better choice. On the other hand, if you are using a cylindrical head, such as a socket cap screw or hex bolt — especially when a washer is needed — a counterbore hole works best. Its flat-bottomed cylindrical pocket gives the head proper support and allows it to sit fully recessed.
Step 2: Clarify Main Priority
When a smooth, flush surface is important, go with a countersink hole. However, if strength, head protection, or extra clearance for moving parts is critical, choose a counterbore hole. The deeper recess protects the fastener and allows for a stronger clamping force.
Step 3: Consider Material Thickness and Load Conditions
For thin materials or visible surfaces like electronics housings, furniture panels, or sheet metal, a countersink hole is faster to produce and keeps the surface flat. In contrast, for thicker materials under heavy load or vibration — such as machinery bases, structural frames, or mold plates — a counterbore hole provides better load distribution and long-term durability.
Tips for Choosing
- If the part is seen or touched, countersinking is more likely.
- If the part is loaded or stressed, a counterbore is usually preferred.
- Many complex parts combine both – countersink for access covers, counterbore for load-bearing mounts.
Other Types of Machining Holes
Beyond countersink and counterbore, several other hole types are frequently used.
- Through Hole: Goes straight through the entire material, ideal when a fastener or shaft must pass completely from one side to the other.
- Blind Hole: Stops at a controlled depth without breaking through, perfect when you want no opening on the opposite side.
- Threaded Hole (Tapped Hole): Contains internal threads, used when fastening without a nut; often combined with countersink or counterbore at the entrance.
- Spotface: A shallow, flat circular area around a hole creates a smooth seating surface for washers on rough or uneven materials.
- Counterdrill Hole: A stepped hole with a larger upper diameter and smaller lower diameter offers more depth flexibility than a standard counterbore.
- Tapered Hole: Gradually narrows as a cone, commonly used for alignment pins or press fits rather than just screw seating.
- Screw Clearance Hole: Slightly oversized plain hole, allows a screw or bolt to pass freely; frequently paired with countersink or counterbore for head recess.
Conclusion
The most machined hole types rarely stand alone. Most real parts combine them. Always check your fastener requirements and material first. A well-chosen combination of these holes improves strength, assembly speed, and final appearance. Erye provides machining services for various hole types. Welcome to contact us and get a professional solution.