As industries continue to pursue lighter, stronger, and more durable components, carbon fiber reinforced plastics have become an important material option for applications where conventional plastics cannot meet performance requirements. Carbon fiber injection molding provides a way to combine the design flexibility of plastic molding with the enhanced mechanical properties of fiber reinforcement.
However, choosing carbon fiber as a material solution requires careful evaluation. This guide explains the key aspects of carbon fiber injection molding to help determine whether carbon fiber is the right choice for your project.
Why Carbon Fiber is Widely Used
Carbon Fiber Reinforced Polymers (CFRP) offer excellent stiffness and tensile strength, Integrating carbon fibers into base resins can improve tensile strength and structural modulus while reducing part weight, allowing manufacturers to achieve lightweight structures without sacrificing mechanical performance.
In addition to its mechanical properties, carbon fiber provides excellent fatigue resistance, corrosion resistance, and thermal stability. These characteristics allow it to maintain reliable performance under repeated stress, harsh environments, and temperature variations. Carbon fiber also offers design flexibility, enabling the production of complex structures with optimized strength and reduced material usage.
Carbon Fiber and Base Resins Selection
During the initial project phases, we must evaluate whether a carbon fiber compound can meet the required performance targets and determine the most suitable material formulation for the application.
1. Short Fiber (SCF) vs. Long Fiber (LCF)
- Short Carbon Fiber (SCF): Typically contains fibers under 1 mm in length. SCF compounds flow easily through standard runners and gates. However, structural reinforcement is more limited than LCF. Best suited for thin-walled parts (< 1.5mm).
- Long Carbon Fiber (LCF): Selected for applications that require superior mechanical performance and impact resistance. With fiber lengths typically ranging from 2 mm to 10 mm, LCF provides improved impact strength, creep resistance, and dimensional stability under continuous load. However, longer fibers increase melt viscosity significantly, requiring careful control during processing.
2. Base Resin Selection
Carbon fiber acts as the reinforcement, but the base resin determines the chemical and environmental resistance of the component. Common engineering combinations include:
- CF/Nylon (PA66/PA12): Exceptional tensile strength and toughness. However, moisture absorption must be factored into dimensional shrinkage calculations. It is heavily utilized for automotive structural brackets.
- CF/PPS (Polyphenylene Sulfide): High chemical resistance and flame retardancy, with minimal post-molding shrinkage. Ideal for under-hood automotive fluid systems.
- CF/PEEK (Polyetheretherketone): Continuous operating temperatures exceeding 240°C with extreme mechanical modulus. Frequently selected as a direct replacement for titanium or aluminum in aerospace and medical components.
Carbon Fiber Injection Molding Challenges and Solutions
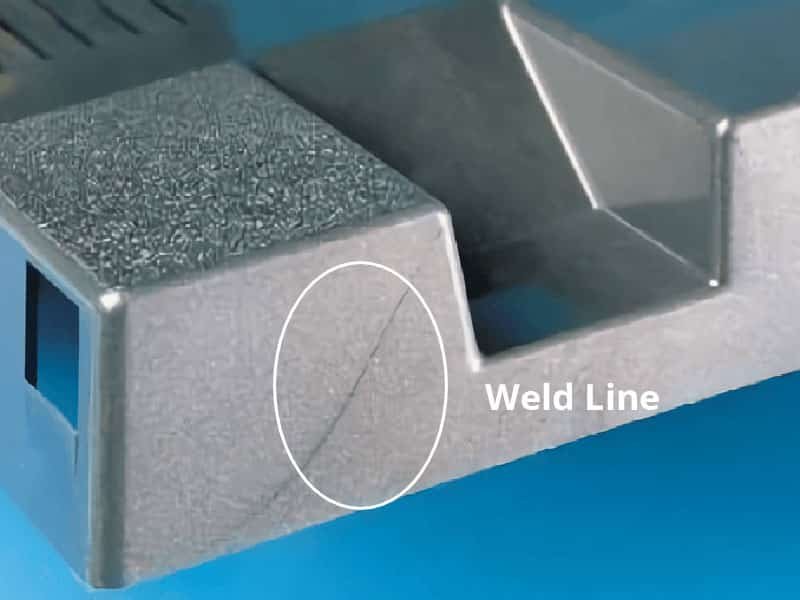
1. Structural Anisotropy and Weld Line Weakness
Unlike isotropic unreinforced plastics, CFRP parts exhibit highly direction-dependent (anisotropic) mechanical properties. During the injection phase, carbon fibers naturally align parallel to the flow direction.
In addition, the rigid fibers cannot easily cross the interface of the converging fronts. This means that the weld line, where two split melt fronts meet, is left completely unreinforced, retaining only the strength of the base resin. For example, in a component filled with 40% carbon fiber, a poorly managed weld line can cause a structural strength reduction of up to 60% at that specific junction.
Erye’s Engineering Solutions:
- We utilize Moldflow simulation to map precise fiber orientation before steel cutting. Gates are strategically positioned to push weld lines to low-stress or non-functional areas of the part.
- For large or complex components, we employ hot runner systems with sequential valve gates to control the sequential opening of nozzles, eliminating weld lines altogether through continuous single-direction filling.
- We design overflow pockets adjacent to critical structural zones to trap the initial, cooled melt fronts, ensuring the final bonding area within the part cavity contains hot, well-blended material.
2. “Floating Fiber” Defect
Achieving a cosmetic surface finish (Class-A surface) is notoriously difficult with carbon fiber compounds. A common defect is “floating fiber,” where silvery, fibrous streaks appear prominently on the part surface.
This occurs because carbon fibers and the polymer matrix have drastically different thermal characteristics. As the melt contacts the cold mold wall, the resin freezes instantly, forming a skin layer. The rigid fibers, driven by shear stress and unable to shrink at the same rate as the resin, break through the frozen layer and become exposed on the exterior surface. This results in a rough texture, localized gloss variation, and poor paint adhesion.
Erye’s Process Control:
- To completely eliminate floating fibers in components, we utilize Rapid Heat Cycle Molding (RHCM) technology. By using superheated steam or dynamic electrical heating, we raise the mold surface temperature above the polymer’s glass transition temperature during the filling phase. This keeps the resin liquid longer, forcing the fibers to remain embedded beneath a rich resin skin before cold water rapidly cools the tool for ejection.
- We implement multi-stage injection profiles, accelerating the melt speed past the gate to maintain a stable shear rate, which helps prevent fiber segregation near the surface.
3. Accelerated Tool Wear and Barrel Erosion
Carbon fiber acts as a highly abrasive medium during the high-pressure filling phase. The rigid, sharp fiber segments exert extreme friction against the injection molding machinery and tool steel.
Erye’s Tooling Standards:
- Erye builds mold bases and cores using premium tool steels, such as H13 or premium-grade powder metallurgy steels, hardened through uniform vacuum heat treatment to 52–56 HRC.
- For sub-gates or edge gates where shear concentration is highest, we engineer sub-assembly modules with replaceable tungsten carbide or specialized PVD-coated inserts. If wear occurs over high-volume production, these inserts can be replaced quickly without rebuilding the main tool core, minimizing downtime and protecting part tolerances.
- Our production equipment is configured with bimetallic liners and specialized screws to withstand long-term fiber abrasion without introducing iron contamination into the melt.
Is Carbon Fiber Right for Your Project?
Choosing carbon fiber injection molding depends on whether the material’s performance advantages align with your application requirements, production goals, and budget considerations. It is generally worth considering when the following factors are important:
- The application requires high strength-to-weight performance: Carbon fiber reinforced plastics are suitable for parts where reducing weight while maintaining mechanical performance is a key requirement.
- Dimensional stability is critical: The material can be a good option for components that must maintain precise dimensions under mechanical stress, temperature changes, or long-term use.
- Standard plastics cannot meet performance requirements: When materials such as ABS, PC, or nylon lack sufficient stiffness, strength, or durability, carbon fiber reinforcement may offer a suitable upgrade.
- The expected production volume supports the required tooling investment: Evaluate whether the planned production quantity can spread tooling and processing costs effectively.
However, carbon fiber reinforced materials may not be the ideal choice for every application. Projects that prioritize low cost, high flexibility, impact absorption, or surface appearance may benefit more from alternatives such as standard engineering plastics or glass-fiber-reinforced materials.