
What is Insert Molding?
Insert molding is a sophisticated manufacturing process where a pre-formed insert, typically made of metal, plastic, or ceramic, is placed into a mold cavity and then encapsulated with a plastic material, or sometimes an elastomer rubber material. The process combines the benefits of injection molding with the strength and durability of the insert, creating a final part that features both the desired plastic exterior and a solid insert core. Insert molding is widely utilized for producing parts that require additional strength, electrical conductivity, or specific properties that plastic alone cannot provide.
Insert Molding Process Overview
Overview of the Insert Molding Process
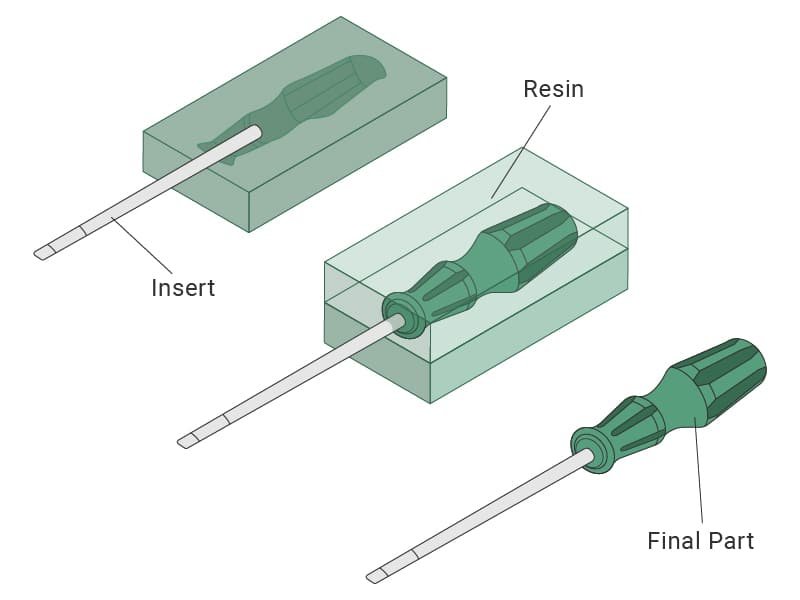
Insert molding begins by selecting and preparing the insert, which can be anything from a metal screw to a ceramic bushing, depending on the requirements of the part. The insert is placed into the mold cavity, where it is positioned securely to ensure accurate placement during the injection phase. Next, molten resin is injected under high pressure into the mold, surrounding the insert and forming the final part. The mold is then cooled, and once solidified, the part is ejected. This process provides a seamless bond between the insert and the plastic, offering enhanced durability and functionality.
What Are the Functions of Inserts in the Molding Process
Insert moulding combines the precision and efficiency of injection molding, and the added inserts enhance the mechanical, electrical, and thermal properties of the final parts. While injection molding focuses on forming parts entirely from molten plastic, insert molding incorporates additional materials (such as metal or ceramics) into the final product. The inserts in insert molding can provide reinforcement, conductivity, or create mounting joints for screws and fasteners.
The insert often serves as the load-bearing or functional core of the part, while the surrounding plastic provides flexibility, insulation, or a smooth surface finish. This integration of two materials in a single part reduces the need for secondary assembly and streamlines the production process. Proper insert placement is vital for ensuring the quality and strength of the bond between the insert and the molded plastic.

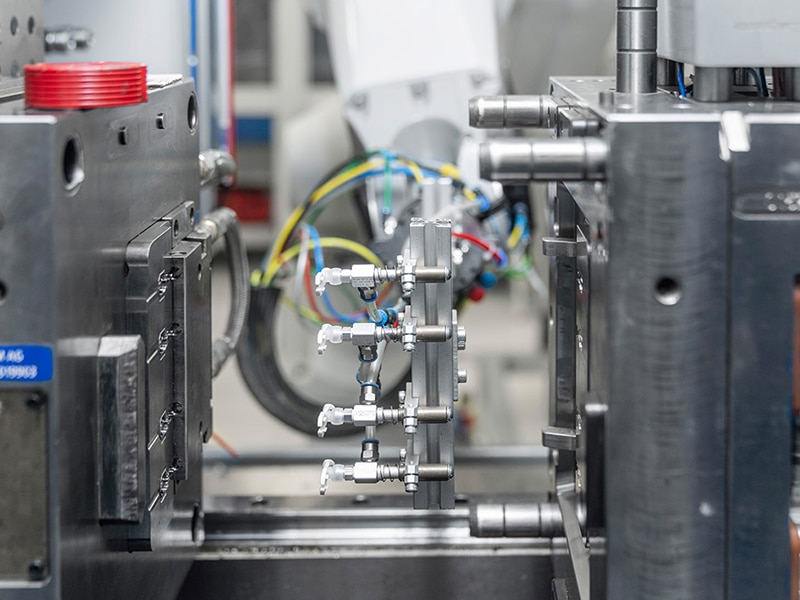
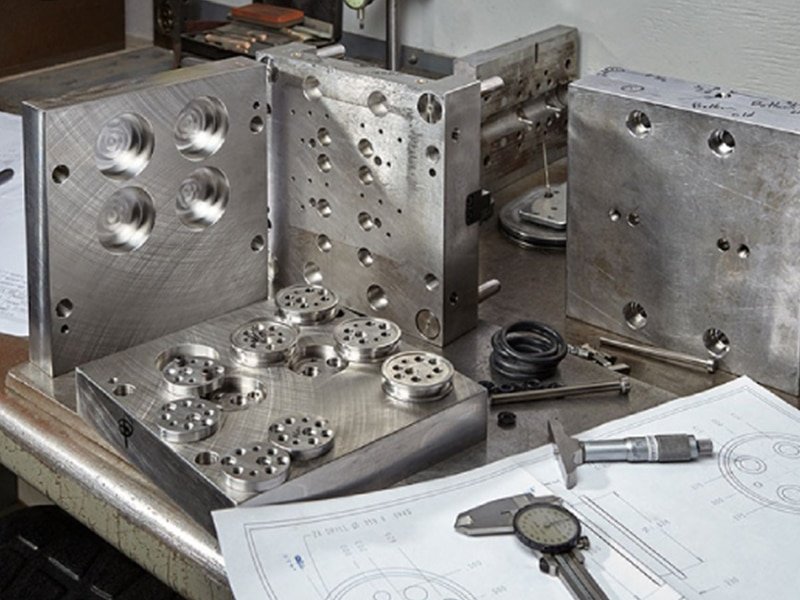
Equipment Required for Insert Molding
Insert molding shares the same machine as the injection molding process; both require an injection molding machine, which is used to inject molten plastic into the mold cavity. Additional components include the mold itself, which is designed to accommodate the insert, and fixtures that securely hold the insert in place during the molding process. A robot or automated system may also be used to handle the insert placement and part ejection. Other tools, such as temperature controllers and pressure sensors, are employed to ensure optimal molding conditions for both the insert and the surrounding material.

Types of Inserts in Insert Molding
Inserts play a pivotal role in enhancing the performance and functionality of molded parts. By adding inserts with specific properties—such as strength, electrical conductivity, or heat resistance, insert molding components can meet exacting standards for different industries. Inserts also help to simplify the design process by eliminating the need for multiple assembly operations, thereby improving overall part performance.
Metal Inserts: Benefits and Applications
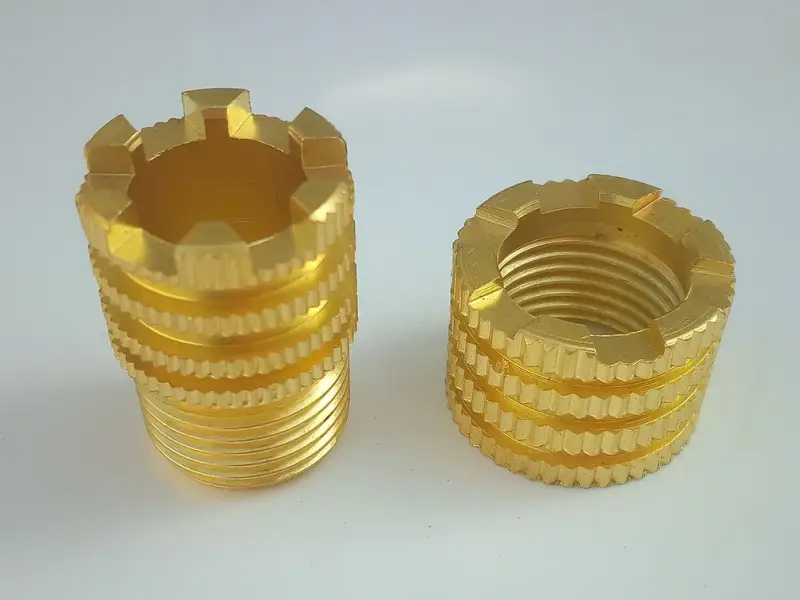
Metal inserts are commonly used in insert moulding for their ability to enhance the mechanical strength and thermal conductivity of the final part. They are ideal for applications that require high strength, such as automotive components, fasteners, and connectors. Metal inserts also provide the necessary hardness and wear resistance for parts subjected to friction or high-impact conditions.
Plastic Inserts: Versatility and Use Cases

Plastic inserts are often used in insert molding when the primary objective is to enhance the functionality of the part without compromising the overall weight or cost. Plastic inserts are lightweight, versatile, and easy to process, making them suitable for a wide range of applications, from consumer electronics to medical devices. They are often chosen when the part needs to be electrically insulated or require resistance to chemicals.
Ceramic and Other Specialized Inserts
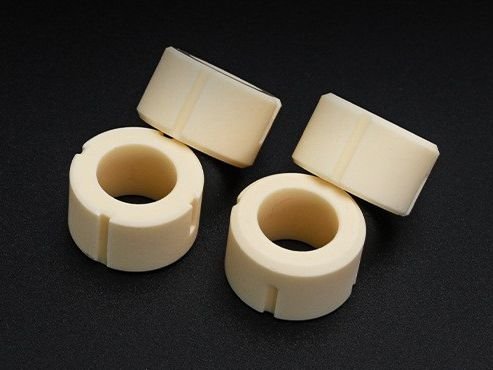
Ceramic inserts are utilized when parts need to withstand high temperatures, extreme wear, or abrasive conditions. These inserts offer excellent thermal resistance and can be used in industries like aerospace and electronics. Other specialized inserts, such as graphite or composite materials, may also be used in insert molding to achieve specific material properties required for the end product.
Common Insert Molding Materials for Molding
The molding material, usually a thermoplastic or thermoset resin, is injected around the insert to create the final part. The material selected must provide adequate bonding with the insert while also meeting the mechanical and functional requirements of the finished product.
Thermoplastics for Insert Molding
Thermoplastics are the most commonly used materials for molding in the insert molding process. These materials are preferred because they can be easily injected into molds, offer good flow characteristics, and can be reprocessed.
- Polycarbonate (PC)
- Acrylonitrile Butadiene Styrene (ABS)
- Polypropylene (PP)
- Nylon (PA)
- Polyethylene (PE)
- Polyetheretherketone (PEEK)
- Polyoxymethylene (POM)
- Polyethylene (PE)
Elastomers and Rubbers for Insert Molding
Insert molding often involves the use of elastomers and rubbers to provide flexibility, cushioning, and high-performance bonding to metal, plastic, or ceramic inserts. Below are some of the most commonly used elastomers and rubbers in insert molding processes, particularly for bonding inserts to molded parts.
- Polyurethane(PU)
- TPE
- TPV
- TPU
- Silicone
- Neoprene (Chloroprene Rubber)
- Ethylene Propylene Diene Monomer (EPDM)
- Butyl Rubber (IIR)
- Fluoroelastomers (FKM)
- Nitrile Rubber (NBR)
- Styrene-Butadiene Rubber (SBR)
- Natural Rubber (NR)
Thermosets for Insert Molding
Thermoset plastics are typically used in applications where durability and resistance to high temperatures are required. Once cured, thermosets do not soften or melt, which makes them ideal for high-heat applications or parts that must maintain structural integrity at elevated temperatures.
- Epoxy
- Phenolic
- Melamine
Simplifying the design by minimizing complex geometries can also aid in achieving cost-effective and reliable insert molding. Here are some effective design considerations.
Choose Proper Insert Fit & Lock-Features
Ensure the insert has either precise clearance or a press fit based on resin shrinkage. Use knurls, grooves, or undercuts on the insert surface to mechanically lock it in place. But avoid overly aggressive knurls that obstruct flow or cause stress concentrators. For axial loads, embed the insert deep enough—often at least twice the insert’s diameter—to distribute force properly.
Wall Thickness Uniformity Around Inserts
Maintain consistent wall thickness around the insert to avoid uneven cooling, warpage, or sink marks. Transition gently in cross-section near the insert to avoid sharp changes. Typical wall thickness for many thermoplastics is 1.5-3.5 mm. Thin walls may lead to incomplete fill; thick ones increase cycle time and risk voids.
Suitable Draft Angles & Parting Line Placement
Provide a suitable draft (1°-2° or more if surface texture demands) on vertical faces, especially where plastic engages inserts. Avoid locating parting lines through an insert or at a high-stress interface, which can weaken the insert region or cause flash buildup. Proper draft and parting line reduce ejection force and mold damage.
Insert Positioning Relative to Edges & Support Structure
Do not place the insert too close to part edges or thin sections. Maintain at least ~2× wall thickness from insert to nearest edge to prevent cracking during ejection or under load. Ensure there is plastic backing/support beneath the insert so that the load is transferred into the surrounding material, not just the insert.
Threaded Insert Embedding & Orientation
For threaded or functional inserts, ensure the insert is rigidly supported and aligned during molding. Use preheat or tooling fixtures if needed to compensate for thermal mismatch. Also expect sink marks beneath large inserts; avoid showing surfaces under load unless fully supported.
Tolerance Design & Shrinkage Compensation
Define tolerances both for inserts and the molding features that interact with them. Account for resin shrinkage and thermal expansion mismatch during cooling. For instance, the plastic shrink beneath a metal insert may pull on the insert; design for enough plastic thickness or use resins with good elongation to absorb stress.
Tooling and Mold Design for Insert Molding
A mold is the foundation of reliable insert molded parts. Mistakes in mold design translate into scrap, defects, or shorter tool life. Here are some useful design considerations.
Choose a Suitable Mold Material and Careful Treatment
Select mold steel grades that match expected wear and temperature cycles. For example, use P20 or 718 steels for moderate runs; hardened steels like H13 or S7 if bulk plastics with fillers or metal inserts are used. Ensure inserts themselves are hardened or plated if they will face abrasion or repeated torque. Heat treatment of mold cavities near the insert seat should minimize distortion over time; hardness targets in those zones are often 48-52 HRC.
Design Cooling Channels Around Insert Zones
Because metal inserts conduct heat differently from surrounding plastic, mold halves must be designed with cooling channels near insert areas. Using copper inserts or beryllium copper cores for sections around heavy inserts can improve cooling. Maintain mold temperature differential < 5 °C across the tool near insert pockets to reduce residual stress or warpage. Consider conformal cooling if the cavity geometry is complex.
Gate, Vent, Ejector Layout Near Inserts
Design the gate location so plastic flows toward the insert without creating knit lines that cross the insert faces. Provide vents close to the insert edges to let trapped air escape. Ejector pins should be placed away from inserts or set up so force is evenly distributed—pins should avoid being directly under tight-tolerance insert geometries that would distort or damage them. For example, when the insert is near the mold surface, use multiple ejectors or split ejector plates to prevent peeling.
Tolerance & Finish for Insert Seating
Tooling surfaces in contact with insert edges or flanges need a tighter finish (e.g., Ra ≤ 1.6 µm or as required) to prevent flash or parting line blemishes. Machined features holding inserts must respect tolerance stack-ups: insert height vs cavity closure, location versus mold shrinkage. Tools should allow periodic maintenance: easy access to replace insert pockets, polish insert seating surfaces, and inspect ejector alignment. For a longer lifetime, coat high-wear regions (e.g., insert pockets) with wear-resistant coatings (nitriding or PVD) if applicable.
Quality Control in Insert Molding
Ensuring Consistent Insert Placement and Bonding
Quality control in insert molding is crucial to ensuring that inserts are properly placed within the mold and securely bonded with the surrounding material. The placement of the insert must be precise, as even slight misalignments can compromise the integrity of the part. Automated systems are often employed to verify insert placement, and molds are designed with features that securely hold the insert in position during the injection process. Furthermore, the bonding between the insert and the molding material must be consistent and reliable to ensure the part functions as intended. Monitoring and adjusting mold temperatures, pressures, and material flows are key practices for ensuring robust bonding.Monitoring Material Flow for Optimal Insert Molding Results
Material flow plays a significant role in achieving optimal results in insert molding. During the injection phase, the plastic material must flow around the insert smoothly and evenly to ensure a secure encapsulation. Inconsistent flow or poor material distribution can lead to weak spots, incomplete bonding, or uneven part quality. Engineers typically monitor material flow using advanced tools, such as pressure sensors and thermocouples, to ensure the correct injection speed and pressure are applied. Adjustments to these parameters can help maintain uniformity in the molded part, ensuring consistent quality and reliability across production runs.
Common Defects in Insert Molding and How to Prevent Them
Insert molding is prone to certain defects that can impact part quality and performance. Common molding defects include incomplete insert encapsulation, misalignment of the insert, air traps, or inadequate bonding between the insert and the molding material. To prevent these defects, manufacturers must carefully control mold design, insert placement, and material flow. Ensuring the right temperature and pressure settings during the injection process can also mitigate defects like warping or flash. Preventative measures, such as routine mold maintenance, proper material selection, and regular process monitoring, are essential for reducing the likelihood of defects.Inspection Methods: Visual, Dimensional, and Functional Testing
To ensure the highest quality standards, insert molded parts must undergo thorough inspection processes. Visual inspection is used to identify surface imperfections such as cracks, voids, or flash, which can affect the aesthetic and functional quality of the part. Dimensional inspection involves measuring key dimensions of the molded part to ensure they align with the specified tolerances. This is often done using precise measuring instruments like calipers, micrometers, or coordinate measuring machines (CMM). Functional testing evaluates the performance of the part under real-world conditions, ensuring that the insert and molded material bond securely and that the final part meets all mechanical and operational requirements.Insert Molding vs. Traditional Molding Techniques
Insert Molding vs. Injection Molding
Insert molding shares many similarities with traditional injection molding but incorporates the use of pre-placed inserts into the process. While injection molding typically involves only molten plastic being injected into a mold to create a part, insert molding involves the additional step of placing an insert into the mold before the injection. This allows for the creation of parts that benefit from the strength and functionality of both the insert material and the plastic material. The main advantage of insert molding is its ability to integrate complex components, such as metal threads or electrical connectors, into a molded plastic part in a single operation. In contrast, injection molding typically requires separate assembly processes for such components. View our Precision Injection Molding ServiceInsert Molding vs. Overmolding
Insert molding and overmolding are both processes that involve adding a secondary material to an existing part, but they differ in their approach and application. In overmolding, a layer of material is applied over a substrate, typically using the same molding material to improve features like grip or protection. In contrast, insert molding involves embedding a separate, pre-formed insert (often made from a different material, such as metal or ceramic) into the molded part. Overmolding is often used for adding a soft outer layer, like rubber over a plastic base, whereas insert molding is ideal for incorporating functional components, like threaded metal inserts, into a plastic part for strength and durability. View our Overmolding ServiceAdvantages and Disadvantages of Insert Molding Over Other Methods
Insert molding offers several advantages over traditional molding techniques. It enables the integration of stronger and more functional materials, such as metal or ceramic inserts, into plastic parts. This reduces the need for additional assembly steps, making the process more efficient and cost-effective. Insert molding also enhances the performance and durability of the final product by providing reinforced or specialized features like electrical conductivity, mechanical threads, or heat resistance. However, insert molding can be more complex and requires precise tooling to ensure proper insert placement and bonding. Additionally, the process may be more expensive than simple injection molding due to the need for specialized inserts and tooling.Applications of Insert Molding Across Industries
Automotive Industry: Structural Components and Fasteners
In the automotive industry, insert molding is used extensively for creating parts that require both strength and precision, such as structural components and fasteners. Metal inserts, such as steel or aluminum, are often used to reinforce plastic parts that will bear heavy loads or experience stress during operation. Common automotive applications include brackets, connectors, and fasteners that require precise alignment and robust bonding to ensure safety and durability. Insert molding also offers the benefit of reducing the need for additional assembly steps, streamlining production and improving overall efficiency.Medical Device Manufacturing: Ensuring Precision and Functionality
In medical device manufacturing, insert molding is used to create highly precise and functional parts that meet stringent regulatory standards. For example, metal inserts are often embedded in plastic housings to create secure connections for medical instruments or implants. This allows for the creation of parts with high strength and low weight while also ensuring easy integration of components such as screws, connectors, or electrical circuits. The use of insert molding in medical devices ensures that critical parts, like those used in surgical instruments or diagnostics equipment, are reliable, sterile, and long-lasting.Electronics: Use of Insert Molding for Connectors and Housing
