
Polyurethane Injection Molding

Erye Offer Polyurethane Injection Molding Service Specific to Your Needs!
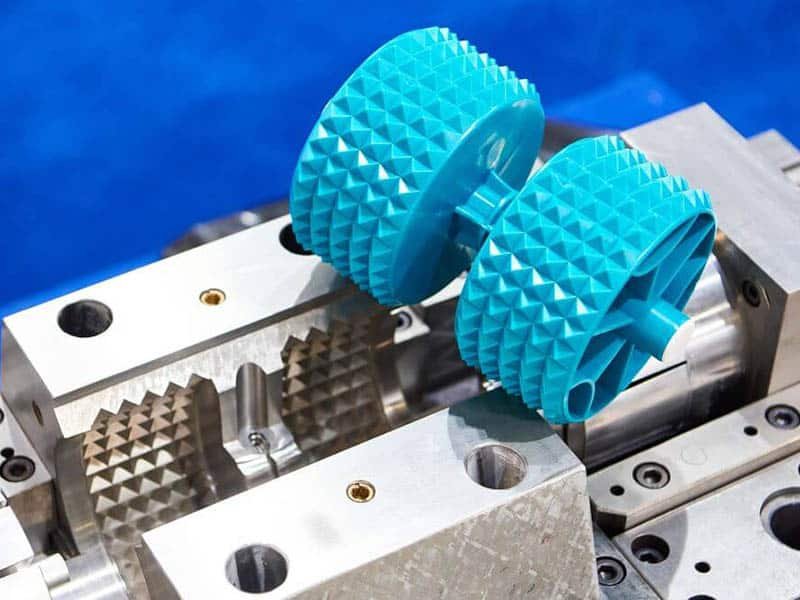
Urethane injection molding is a process we use to make tough, flexible, and long-lasting polyurethane parts. It works well for both simple shapes and more complicated designs. The basic idea is to heat up the polyurethane, inject it into a mold under pressure, and let it cool down into the final shape. PU has solid mechanical properties—it’s flexible, handles impact well, and resists wear—so it’s a good fit for a lot of different jobs.
Here’s what we can help with on the urethane injection molding side:- We’ll help fine-tune the design to work better for molding
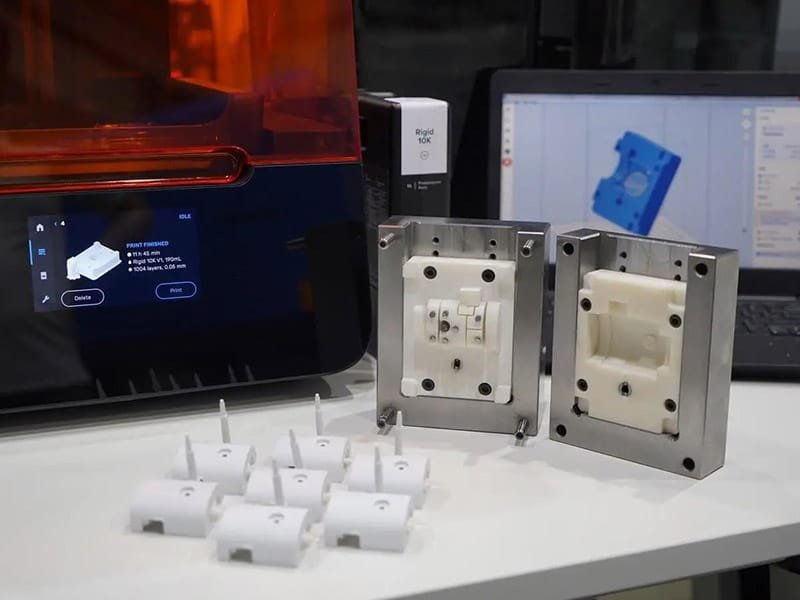
- Build precise molds and tooling in-house
- Handle anything from small batches to high-volume runs
- Do post-processing like assembly, surface finishing, and packing
- Adjust the material mix to meet specific performance needs
Polyurethane Injection Molding Services
| Service | Details |
|---|---|
| Maximum Part Size | 2500mm x 2000mm (98 in. x 78 in.) |
| Recommended Wall Thickness | 0.75 mm and 5.00 mm(0.030 to 0.200 inches) |
| Color Options | Any color according to RAL or Pantone Code |
| Standard Finishes | SPI and VDI |
| Mold Ownership | Customer owned with mold maintenance |
| Mold Life | Unlimited (If the PU injection mold worn out, Erye will cover the cost of new mold) |
PU Injection Molded Part Design Guide
| Item | Description |
|---|---|
| Wall Thickness | PU flows well but cures slowly. Keep walls uniform (3–8 mm typical). Use smooth transitions to prevent voids or uneven curing. |
| Draft Angles | PU is tackier than thermoplastics. Provide at least 3° draft (5° if textured) to avoid sticking in the mold. |
| Corners & Radii | PU benefits from generous radii (≥2 mm small features, ≥5 mm structural) to reduce stress and bubbles. Avoid sharp edges. |
| Gates & Vents | Because PU foams easily, add vents at the end of fill (0.02–0.05 mm deep). Gate into thicker sections for smoother flow. |
| Shrinkage & Tolerance | Allow 0.5–1.2 % shrinkage. Critical dimensions should be oversized and finished by secondary machining if needed. |
| Inserts / Overmolding | PU bonds naturally to metal and some plastics. Roughen or undercut inserts, preheat them to 40–60 °C to improve adhesion. |
| Undercuts | Avoid where possible. If needed, design flexible PU sections or use special mold actions to release. |
Start Urethane Injection Molding Project
Advantages of Urethane Molding
Wide Range of Hardness
Easily Bond to Other Materials
Handles Heavy Loads Well
Stretches Without Tearing
Good for Outdoor Use
Disadvantages of Urethane Molding
Moisture Sensitivity During Processing
Require Complex Molding Equipment
Limited High-Temperature Resistance
Higher Raw Material Cost
Polyurethane Injection Molding Application

Industrial Applications
- Urethane rollers
- Bushings
- Gaskets
- Conveyor wheels
- Vibration dampers

Automotive
- Suspension bushings
- Engine mounts
- Body panel spacers
- Bumper stops
- Door seals

Consumer Goods
- Power tool housings
- Hard shell protective cases
- Appliance feet and mounts
- Wear-resistant clips and fasteners

Electronics & Electrical
- Connector housings
- Overmolded plugs
- Keypad backings
- Impact-resistant electronic casings
Additonal Options for PU Parts
What Exactly is PU Material?
PU
POLYURETHANE

Case Study of Automotive Car Dashboard Molding
Related Polyurethane Molding Resources
Looking for affordable injection molding for your custom plastic parts? Whether you need prototypes, small-batch

Adding text, lettering, and symbols to manufactured parts is a common requirement driven by various
Scientific injection molding is a structured, data-driven approach designed to achieve consistent part quality and