
Water-assisted injection molding (WAIM) is an advanced manufacturing process used to produce hollow or partially hollow thermoplastic components. This technique has gained significant traction in industries such as automotive, consumer electronics, and industrial equipment due to its ability to reduce material usage, decrease part weight, and improve production efficiency.
Understanding Water-Assisted Injection Molding
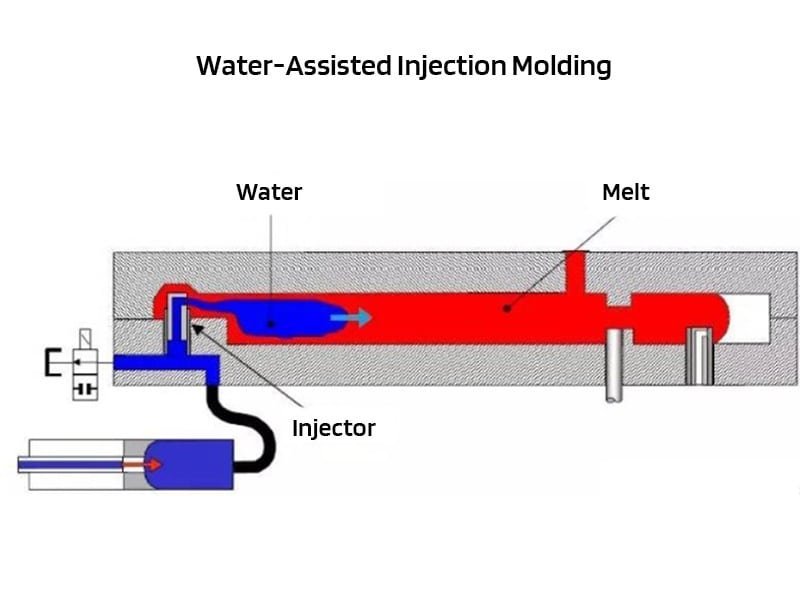
The water-assisted injection molding process incorporates high-pressure water to displace part of the molten material, forming internal hollow channels. The sequence follows a clear order of operations. Each step requires precise timing and control to achieve repeatable results.
- Partial Injection of Molten Plastic: The process starts with the injection of molten plastic into a closed mold. Only 60 to 80 percent of the cavity volume receives melt. This partial fill leaves space for the water to act later. The plastic forms a frozen skin layer against the cold mold walls within seconds.
- High-Pressure Water Injection: Water enters through dedicated nozzles at pressures between 50 and 150 bar. The water displaces the still-molten core material toward the cavity surfaces. The water creates a central hollow channel and pushes material evenly against the walls.
- Internal Cooling Phase: The injected water remains inside the part and extracts heat directly from the thickest sections. Heat transfer occurs faster than in external cooling alone, and the internal cooling shortens the overall cycle.
- Water Drainage and Part Ejection: After sufficient cooling, the water drains from the hollow channel. Compressed air or a short steam pulse often follows to remove residual droplets. The mold then opens, and the part ejects once the surface temperature reaches the required level.
Core Advantages of Water-Assisted Injection Molding
Water-assisted injection molding offers several distinct advantages over conventional injection molding.
Weight Reduction and Material Savings
Hollow sections remove excess material while preserving external geometry. The parts maintain structural integrity while achieving 20 to 40 percent lower mass. This not only lowers material costs but also reduces the environmental footprint associated with plastic production.
Reduced Cooling and Cycle Times
Cooling time constitutes the longest phase in thick-walled parts. Water has a high thermal conductivity compared to most thermoplastic materials. During the WAIM process, the injected water helps transfer heat from the molten plastic to the mold efficiently, accelerating the cooling phase. Faster cooling results in shorter cycle times, higher production rates, and reduced energy consumption per part.
Improved Wall Thickness Uniformity
The incompressible water displaces the melt evenly. Wall thickness variation stays within narrower tolerances than in gas-assisted processes.
Enhanced Part Quality
WAIM can improve the surface finish and dimensional stability of molded parts. Hollow structures minimize sink marks and reduce internal residual stresses. By carefully controlling water injection timing and pressure, manufacturers can achieve consistent wall thickness and smooth surfaces.
Design Flexibility
The WAIM process allows for greater flexibility in part design. Complex wall thickness variations, long thin sections, and large hollow structures are easier to produce with water-assisted injection molding compared to traditional injection molding. This flexibility enables optimizing part geometry for strength, weight, and material efficiency without compromising manufacturability.
Water-Assisted Injection Molding Considerations and Challenges
Despite its advantages, water-assisted injection molding presents certain challenges.
Mold Design Complexity
Designing molds for WAIM is more complex than for conventional injection molding. The mold must include water nozzles, sealed channels, drainage features, and accommodate water channels that form hollow sections, and venting must be designed to prevent air pockets.
Process Control
Precise control of water pressure, volume, delay time, injection timing, and plastic melt temperature. High-pressure water must be injected at the right moment to displace plastic correctly. Incorrect timing or pressure can lead to incomplete filling, wall collapse, or water leakage.
Water Removal Difficulties
Complete drainage is essential. Trapped water can cause corrosion during storage or performance problems in service. Additional seconds for air purging or steam assist extend the cycle slightly.
Material Compatibility
Not all thermoplastics are suitable for water-assisted injection molding. Polymers with low viscosity or poor thermal stability may not form consistent hollow channels.
Suitable Materials for Water-Assisted Injection Molding
Water-assisted injection molding is compatible with a variety of thermoplastic materials. Selection depends on factors such as thermal properties, viscosity, and mechanical strength. Commonly used materials include:
- Polypropylene (PP): Offers excellent chemical resistance, low density, and good processability. PP is frequently used in automotive interior panels and consumer product housings.
- Polyethylene (PE): Provides high impact resistance and low moisture absorption. WAIM with PE is suitable for large container components and protective covers.
- Polyamide (PA, Nylon): Known for high strength, toughness, and thermal stability. Nylon-based parts benefit from the reduced weight and controlled wall thickness achievable with WAIM.
- PC/ABS Blends: Polycarbonate and ABS blends offer balanced mechanical properties and aesthetic finish. WAIM enables the production of large panels and structural enclosures with consistent surface quality.
Comparison with Other Molding Techniques
Clear differences exist between water-assisted injection molding and alternative approaches.
Compare with Conventional Injection Molding
Solid molding requires longer cooling for thick sections. No internal channel forms without secondary operations. Water-assisted injection molding removes material internally and shortens cycles significantly for the same external shape.
Compare with Gas-Assisted Injection Molding
Gas-assisted methods use nitrogen and work well for thin walls or long flow paths. Gas can expand unevenly and produce greater wall thickness variation. Water-assisted injection molding delivers more uniform walls in thicker sections because of incompressibility. Gas systems need recovery loops, while water requires drainage management.
Potential Defects and Solutions of Water-Assisted Injection Molding
Several defects can occur if process parameters are not optimized. Below are the most common ones specific to water-assisted injection molding.
- Gas entrapment/air bubbles near water entry points
A thin frozen skin layer allows water to penetrate prematurely, trapping air.
Increase the delay time between melt injection and water entry to build a thicker skin layer.
- Surface ripples or waviness on internal channels
Turbulent water flow due to excessive pressure ramp-up or high flow rate.
Ramp water pressure and flow rate more gradually; adjust nozzle design for smoother entry.
- Cracks or fissures in the part
Excessive differential cooling rates between sections or overly rapid internal cooling.
Use warmer water temperatures (closer to 30°C) and ensure uniform wall thickness in design.
- Incomplete hollowing or uneven core displacement
Late water injection or insufficient water volume/pressure after the core solidifies partially.
Optimize delay time and increase water pressure/volume within safe limits.
- Voids or porosity in the wall
Shrinkage during rapid internal cooling without adequate packing from displaced melt.
Adjust the partial fill volume higher and fine-tune the packing phase before water injection.
- Water leakage or flash at water nozzle interfaces
Poor seal design or excessive pressure overwhelming the nozzle seals.
Improve mold sealing around nozzles and limit peak water pressure.
Applications of Water-Assisted Injection Molding
Water-assisted injection molding is commonly used for the following thick-walled, hollow plastic components:
- Automotive door handles
- Automotive door panels
- Automotive grab rails and interior handles
- Fluid transport tubes and pipes (automotive cooling systems, fuel lines)
- Air intake manifolds
- Engine compartment brackets and supports with internal channels
- Office chair armrests
- Chair and furniture legs
- Table and furniture structural supports
- Tool and equipment handles
- Wiring conduits and cable management tubes
- Industrial fluid conduits
- Bed frame components
- Large plastic housings and enclosures

Conclusion
Water-assisted injection molding provides a controlled method for hollow plastic parts. It reduces cycle times, improves wall uniformity, and lowers weight for appropriate geometries. By carefully optimizing mold design, process parameters, and material selection, we can minimize potential defects and fully leverage the benefits of WAIM.





