
Polyethylene Injection Molding
We specialize in Polyethylene PE injection molding, delivering lightweight, impact-resistant, and flexible parts with excellent chemical resistance.

Erye Offer Polyethylene Injection Molding Service Specific to Your Needs!
Polyethylene injection molding is ideal for producing flexible, lightweight, and impact-resistant parts. With excellent chemical resistance and processability, PE is commonly used for applications requiring durability and elasticity. However, its low rigidity and tendency to shrink require precise molding techniques to ensure dimensional stability and performance.
- Low-volume and high-volume production
- Small to large part size
- Free & fast DFM report
- No mininum order quantities
- T1 samples as fast as 10 days
Polyethylene Injection Molding Services
| Service | Details |
|---|---|
| Maximum Part Size | 2500mm x 2000mm (98 in. x 78 in.) |
| Recommended Wall Thickness | 1.2mm - 3.5mm (0.0472 in. x 0.1378 in.) |
| Color Options | Any color according to RAL or Pantone Code |
| Standard Finishes | SPI and VDI |
| Mold Ownership | Customer owned with mold maintenance |
| Mold Life | Unlimited (If the Polyethylene mold worn out, Erye will cover the cost of new mold) |
Polyethylene Injection Molding Design Guide
PE’s flexibility, low stiffness, and high shrinkage require special design considerations to ensure structural integrity and manufacturability.
| Item | Description |
|---|---|
| Wall Thickness | Maintain a uniform wall thickness between 0.8 – 3.0 mm to prevent warping and ensure even cooling. |
| Rib and Boss Design | Use ribs at 40-60% of the main wall thickness to reinforce the structure without introducing sink marks. |
| Draft Angles | Apply a draft angle of 1.5° – 3° to prevent sticking and facilitate ejection from the mold. |
| Shrinkage Compensation | Account for PE’s high shrinkage rate of 1.5 – 3.5%, adjusting dimensions accordingly. |
| Corner Radius | Avoid sharp corners by using a minimum fillet radius of 0.5 times the wall thickness to reduce stress concentration. |
ABS Plastic Molding Design Guidelines
Following are the key design elements that impact both the manufacturing process and the performance of the final ABS molded product.
| Item | Description |
|---|---|
| Wall Thickness | Recommended Thickness: 2-4 mm (0.08-0.16 inches). Use ribs to strengthen thin walls, keeping their thickness 50-60% of the main wall. |
| Draft Angles | To ensure smooth ejection from the mold, parts should have a draft angle 1-2° for most features. For textured surfaces, increase to 3-5°. |
| Radii and Corner | Avoid sharp corners to reduce stress concentrations, use a minimum radius of 0.5-1 mm (0.02-0.04 inches) for corners. |
| Shrinkage | ABS typically shrinks 0.4-0.7% during cooling, account for shrinkage in part dimensions and mold design. |
| Undercut | Design parts to minimize undercuts, use side actions, lifters, or collapsible cores if undercuts are unavoidable. |
| Surface Finish | ABS can be molded with various surface finishes, from glossy to matte, it also can be painted, chromed, or textured for enhanced aesthetics. |
Advantages of Polyethylene Injection
Superior Flexibility & Softness
PE is highly elastic and does not break easily under stress, making it ideal for squeeze bottles, snap-fit lids, and living hinges that require repeated bending without cracking.
Low-Temperature Toughness
Unlike many plastics, PE retains its impact strength even at sub-zero temperatures, making it suitable for freezer applications and outdoor products exposed to cold environments.
Non-Toxic & FDA-Approved Options
Many PE grades are safe for direct food and beverage contact, making them ideal for food containers, baby products, and pharmaceutical packaging.
High Processability & Flowability
PE's low viscosity allows it to fill molds efficiently, producing complex shapes with thin walls and intricate details while minimizing defects like warping.
Disadvantages of Polyethylene Injection
Low Rigidity
Compared with many engineering plastics, PE is more flexible and may deform under load if structural strength is required.
Poor Scratch Resistance
The surface is relatively soft, making molded parts more prone to scratches and visible wear during use.
Difficult to Bond or Paint
PE has very low surface energy, which makes adhesive bonding, printing, or painting difficult without special surface treatment.
High Shrinkage
PE tends to shrink more during cooling, which can lead to dimensional variation and may require careful mold design and process control.
Injection Molded Polyethylene Application

Industrial & Automotive
- Cable insulation covers
- Protective end caps
- Flexible automotive seals

Packaging & Consumer Goods
- Squeeze bottles
- Caps and lids
- Flexible food containers
- Cosmetic packaging

Medical & Healthcare
- Dropper bottles
- Tubing connectors
- Medical squeeze tubes

Agriculture Equipment
- Drip irrigation components
- Soft tool grips
- Weather-resistant covers
Additonal Options for Polyethylene Parts

Case Study
From Idea to Production: Vacuum Cleaner Mold Case Study
How we guide brand owners through mold design and manufacturing? This case shows how we worked side-by-side with the client to build the mold that brought their vacuum cleaner to market.
Related Polyethylene Molding Resources
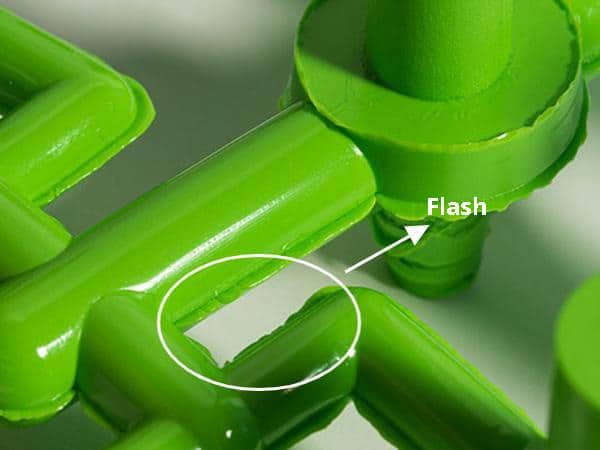
Flash in injection molding is one of the most common plastic molding defects. It significantly
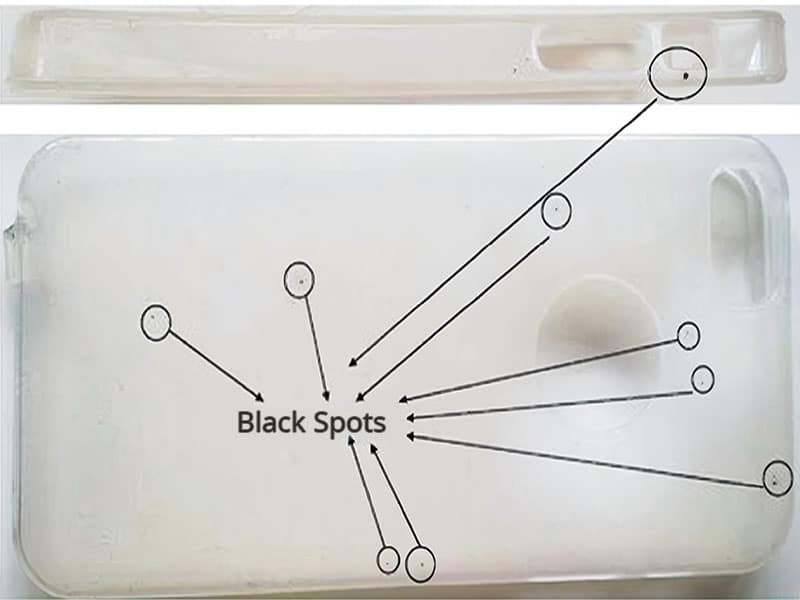
Black spots on plastic, and black specks are common visual defects in injection molding, appearing

Gas mark in injection moulding is a defect that appears on the gate area or